1. Introduction
Mud additives utilized in the upstream oil and gas industry are permanently in demand during the drilling operations to provide sufficient hydrostatic pressure for removing drill cuttings and ensuring borehole stability [1], [2], [3]. Weighting agents permit operators change slurry density for holding elevated formation pressures. Weighting materials likewise play a substantial role in diminishing permeability of cement system, preventing strength retrogression in addition to controlling settling and gelation. Barium Sulfate recognized as barite is the predominant weighting agent but there is a necessity for broadening the use of local materials in mud industry to minimize the utilization of Barite [1]. The expected growing in drilling activities has necessitated the search for alternative sources of drilling mud additives to minimize or stop the import of weighting materials such as barite [4]. Appropriate numerous materials were investigated to be utilized as alternative weighting substances to barite via the drilling fluids industry for better oil and natural gas production [5], [6]. The drilling mud is commonly formulated to have convenient hydrostatic pressure, normally in the range of 250–450 psi higher than the formation pressure to prohibit the well blowing out [7]. Imbalance between the formation and hydrostatic pressures may cause flowing of formation fluid which may be environmentally friendly if the drilling fluid is to be disposed [8]. The increase in the fluid weight reduces the rate of penetration (ROP) due to the increase in the hydrostatic column [9], [10]. According to the recorded results in recently investigated researches, nano-silica grains could upgrade the drilling mud cake density, diminish shale permeability and retard pressure transition, whilst the lubrication and rheology of water-based mud were enhanced [11], [12], [13]. Furthermore, they could be employed as a filtration reducer founded on its deformability under pressure and temperature, pointing a vigorous filter cake and locking the micro-slits in the drilled formations [11]. When there is a reduction in rig time due to fast penetration rate, the overall drilling cost is reduced because the target is reached quickly. The rheological properties are being examined and compared with that of barite [14], [15], [16], [17].
The alternative employed ores were being investigated at different temperatures to realize their prospect to be employed as weighting agents in drilling mud technology [18]. Solids content, rheological properties and density of the analyzed samples were studied [19]. An alternative obtained weighting material that be utilized in place of barite could be described as a new regeneration in the drilling mud engineering [20], [21]. Mixture of barite and ilmenite was employed by some investigators as an alternate weighting substance to barite [22]. The checked rheological properties of this mixture ensured a comparable behavior to barite and have the impact to be employed as alternate weighting material. Furthermore, galena (PbS) was investigated to be utilized as a substitutional weighting agent in drilling mud engineering operations. The results of this investigation indicated that, the yield point value of galena was recorded at 20.0 lb/100ft2 and for barite was observed at 22.0 lb/100ft2 at 9.0 ppg, whilst the measured 10 s gelling for galena was listed at 5.0 lb/100ft2 and for barite at 8.0 lb/100ft2 [23]. Also, successful incorporation of dolomite ore from Um-Bogma formation, located in the central of West Sinai, Egypt to be used as an unprecedented weighting substance in drilling mud engineering operations was made [24]. The results of this study manifested that the plastic and apparent viscosities of dolomite were given at 8.00 and 20.00 cP while for barite were listed at 8.00 and 24.00 cP, respectively at 10.00 ppg.
In recent years, ilmenite and hematite have been investigated as weighting agents in drilling operations. Both minerals met the requirements for chemical inertness and availability, but they differed from barite in specific gravity and hardness properties. Some investigators assessed the benefits of hematite as a weighting material in heavy oil-based systems [25]. This was achieved by conducting a laboratory studies to obtain a comparative basis between barite and hematite. Rheological properties as well as abrasiveness were studied and field results were predicted. The results from the experimental work showed lower fluid rheology, density and slightly more abrasive nature of hematite. Some presented studies were investigated in which the anticipated iron oxideores delivered from several mines as an alternative weighting factor to barite were applied in the drilling formulations [26]. One of the observed advantages of these materials over barite was their high specific gravities. In this conclusion, iron-based materials were recommended for utilization as a substitute for barite. Ilmenite had been applied as a weighting material due to its enhanced specific gravity and the successful incorporation impact in drilling mud system [27], [28], [29]. In addition, manganese tetra oxide was applied as a weighting material for water-based mud [30]. Delaminated iron ore (hematite-barite) is described as a mixed ore in which barite is presented as pockets and lenses with large crystals mixed with iron ore [31], [32]. Hematite-Barite ore is ferric oxide (Fe2O3) occurs in the Baharyia Oasis which is found in the western desert, Egypt with a massive depression expanded in three zones: El Gedida mine (around 15 Km2), El Harra (nearly 2.9 Km2) and Ghorabi–Nasser (about 3.5 Km2) [33], [34], [35], [36]. The oval shaped iron ore depression of El Gedida expands up to 15 Km2, located within the Naqb formation decadent cone hills. Huge reserves reaching millions of tons of this mixed ore with high specific gravity were unused in steel industry and considered as iron ore impurities.
The master target of this approach is to examine the rheological and fluid loss characteristics of a new sourced delaminated iron ore (hematite-barite) as alternative weighting agent to substitute barite in drilling fluids. X-ray fluorescence (XRF) analysis for hematite-barite ore was performed to determine its chemical composition and SEM strategy was applied to illustrate its morphological shape to expect the performance mechanism of these particles with API bentonite. The rheological properties of the delaminated iron ore were examined and compared with that of barite at different temperatures and various mud density values to predict its utilization affinity as an alternative weighting agent within drilling mud engineering operations. Mud cake thickness and fluid loss volume of water-based drilling mud weighted by the hematite-barite were measured to assert its application performance.
2. Methodology
2.1. Materials
Drilling-grade bentonite clay and barite with API/ISO specifications were gained from OCMA- Schlumberger Oilfield Glossary, freezone, Alex., Egypt. Representative samples from the delaminated iron ore were collected and obtained via geological trips to El-Gedida iron mine area, Baharyia Oasis, Egypt. The chemical composition of the employed delaminated iron ore was illustrated as: SiO2 2.13%, BaO 14.17%, SO3 7.3%, Al2O3 0.28, CaO 0.37%, Fe2O3 69.76%, Na2O0.3%, Eu2O3 0.37%, Ag2O 0.7%, MnO 0.28% and L.O.I 4.17%.
2.2. Mud samples preparation
The chemical compositions of several prepared mud samples (blank and surface modified delaminated iron ore and barite drilling mud samples), were illustrated in Table 1. Un-weighted (blank) mud sample was prepared as: 32 g (6.4%), API bentonite; 500 mL (100%); fresh water to obtain mud density of 8.6 lb/gal. The mud constituents were agitated for 20 min in the stainless steel buckets till no more lumps were detected. The mud samples were left overnight to swell then used for the measurements. The first group of prepared water-based mud is weighted with barite and the second one is weighted with the delaminated iron ore (hematite-barite).
Table 1. Physical characteristics of the delaminated iron ore and API specifications.
| Requirements | Weighting agent API specifications | Delaminated iron ore |
|---|---|---|
| Specific gravity, for water density consideration = 1g/ml | 4.1 | 4.68 |
| Residue greater than 75 µm | Maximum mass friction 3% | 1.05% |
| Grains < 6 µm | Maximum mass friction 30% | 26.65% |
| Hardness | 3.5 | 5.5–6 |
2.3. Morphology characterization of delaminated iron ore, API bentonite and barite particles by SEM technique
Scanning electron microscope (Japan) was employed for SEM analysis of the µm-sized delaminated iron ore (Fe2O3/BaSO4), API bentonite and barite grains with micrographs magnifications of 6000 X [23]. Thermo XRF model apparatus was utilized for measuring the chemical composition for representative sample of delaminated iron ore (hematite-barite).
2.4. Attrition test
Attrition analysis was accomplished for gauging the wear durability of granular material and determining the delaminated iron ore (hematite- barite) physical performance relative to barite. The test comprises agitating the ore grains in cylindrical vessel for 60 min with 60 rpm shear. After experimentation procedure, the material is sieved then weighted for measuring the reduced material proportions as fines. Attrition test was performed according to the ASTM C1137.
2.5. Sag stability investigation.
2.5.1. Static sag test
The employed drilling samples with a certain density were permitted to stand at the design temperature (250 °F) in the aging sag cell for 10 min and an equal amount (10 mL) of the top layer and the bottom fluid were respectively taken to calculate the difference in density. The static sag coefficient (SF) can be measured according to the formula: SF = ρb/(ρb + ρt), Where ρb is the density of bottom layer fluid (g/cm3), ρt is the density of top layer fluid (g/cm3).
2.5.2. Dynamic sag test
The dynamic sag tendency of the drilling fluids was determined by Viscometer Sag Shoe Test (VSST), which measures the sag tendency under dynamic conditions [37]. The employed weighted mud samples after aging at 120 °F were continuously sheared at 100 rpm (rotating viscometer) for 30 min. By using the syringe with the cannula, 10 mL before and after the shearing sample was extracted and the weight of the fluid was recorded, respectively. The dynamic sag coefficient (VSST) can be calculated according to the formula: VSST (g/cm3) = 0.1 × (W2 -W1), where W1 is the weight of 10 mL drilling fluid before 30 min of shearing at 100 rpm (g), W2 is the weight of 10 mL drilling fluid after 30 min of shearing at 100 rpm (g).
2.6. Mud density analysis
Baroid mud balance apparatus was employed to record the mud samples weight. After calibration, the cup was perfectly filled with mud [24]. The expelled mud was washed and the balanced arm was replaced on the base with the knife edge resting on the fulcrum. The rider was moved until the graduated arm was horizontal and the reading was taken. The employed mud test was performed according to ANSI/API 13B-1, 2009/ISO 10414-1, 2008, Reaffirmed 2016 standards. The amount of weighting agent needed to increase mud density is calculated according to the following equation:(1)where: W1: Initial mud weight (g/cm3); W2: Desired mud weight (g/cm3); V: Initial volume of the mud (m3).
2.7. Determination of mud viscosity and gel strength
Fann V-G meter device was used for measuring the mud viscosity in which was filled to the 350 cm3 mark and placed on the movable work table. The table was adjusted until the mud surface was at the scribed line on the rotor sleeve. The motor was started with a high speed position (600 rpm) and the reading was taken from a steady indicator dial value. The reading was also obtained at the low speed of 300 rpm. This was repeated for both samples and at different mud weights [25]. The employed mud test was performed according to ANSI/API 13B-1, 2009/ISO 10414-1, 2008, Reaffirmed 2016 standards. The mud samples gel strength was measured by using Fann V-G meter. The mud samples were stirred thoroughly at 600 rpm. The lift gear was shifted slowly to the first position, and the motor was shut off. The motor switch was turned to low after 10 s. The dial was taken at maximum deflection units in lb/100ft2 that is 10 s gel. The steps were repeated for 10 min [23]. Gel strength values were determined at various mud densities. All types of viscosities (apparent (AP), plastic (PV) were measured in addition to the yield point (YP) according to the following equations:(2)(3)(4)
In which are the 600 and 300 dial readings, respectively.
2.8. Measuring the thickness of mud cake and fluid loss volume
API fluid loss examination test utilized to determine the mud filtrate volumewas performed at normal temperature and 100 psi pressure (normal conditions) for the investigated mud samples with mud density range of 8.6–18.7 lb/gal by utilizing API liquid test outfit. Mud estimations were limited to the static filtration. Filtration attributes of a mud were controlled by a filter press [23]. The analysis included controlling the rate at which liquid was penetrated from a filter press under designated states of time, temperature and weight moreover, deciding the thickness of the residues kept upon the filter paper. The mud cake thickness was gauged by a measurement ruler. The fluid loss standard test was processed over 30 min. The filtrate amount ascended with expanding the square foundation of the time. The measurement error of used filtrate volume could be recorded at 0.0013 mL. The employed mud tests were performed according to API 13B-1, 2009/ISO 10414-1, 2008, Reaffirmed 2016 standards.
3. Results and discussion
3.1. Physical properties and XRF chemical composition of the micro-sized delaminated iron ore
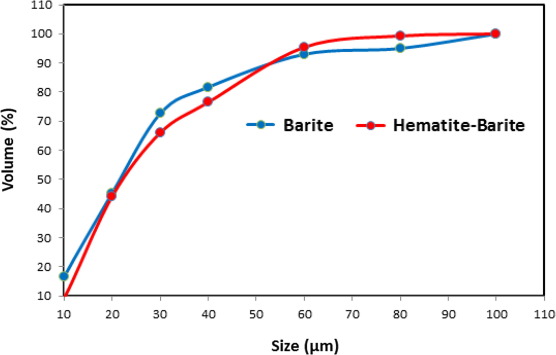
The physical characteristics of the firstly used delaminated iron ore (Fe2O3/BaSO4) were depicted in Table 1 against these of barite. According to the results tabulated in Table 1, it was observed that the measured specific gravity of delaminated iron ore (hematite-barite) was measured at 4.68 compared to 4.1 in the case of barite or API specifications. This indicated that the hematite-barite ore had a specific gravity higher than barite and could be used as an alternative weighting material to barite during the drilling operations. Also, the required physical characteristics for the weighting material such as residues greater than 75 µm, grains < 6 µm and hardness were found to be competitive to barite. Table 2 illustrated the proportional relation between mud density (8.6–18.7 Ib/gal) and weighting agent loading (%). All tests were carried out according to API RP 13I standard method. The chemical analysis of the utilized ore displayed that the highest metal oxide percent (%) was recorded for Fe2O3 at 69.76% followed by the barium oxide (BaO) in which listed at 14.17% and some oxides with low percentages. So that, the utilized delaminated iron ore was named hematite-barite deposit. Also, the chemical analysis of the hematite-barite ore demonstrated the absence of aggressive species such as chlorides and sulfates and thereafter, it could be chemically inert with the own fluid additives and with possible geological formations and would decrease the generated corrosion in the casing. So, it could be used for all types of formations. The purpose from listing of low percent oxides identically in the chemical analysis was to illustrate little percent of SiO2 and Al2O3 which responsible for the abrasiveness occurs in steel equipment during drilling operations. The modification of mud samples was illustrated in Table 3 in which the mud density was enhanced with increasing the amount of weighting material by weight in the drilling formulation. The surface angle for the delaminated iron ore was measured at 27.1 against that of barite in which recorded at 32.7. The lower surface angle of delaminated iron ore gave an idea about the highly dispersion and wettability of these particles than that of barite. This supported the bridging behavior of the delaminated iron ore and the sticking phenomena with API bentonite grains to offer the best rheological and fluid loss properties required by the weighting material with the drilling mud. Particle size distributions (PSDs) of the delaminated iron and barite ores in the 3–100 µm size range were illustrated as shown in Fig. 1 PSDs illustrated the obtained sieving analysis requirements of the weighting materials utilized in the drilling mud applications according to API RP 13I/ISO 10,416 specifications.
Table 2. Mud density as function of weighting agent percent.
| Mud Density (lb/gal) | 8.6 | 9.6 | 10.6 | 14.4 | 18.7 |
| Weighting agent in mud (%) | 0 | 20 | 80 | 120 | 160 |
| Mud density (lb/gal) | Weighting materials (g) | API bentonite (g) | Water (ml) | |
|---|---|---|---|---|
| Delaminated iron ore (Hematite-Barite) | Barite | |||
| 8.6 | – | – | 32 | 500 |
| 9.6 | 100 | 100 | // | // |
| 10.6 | 400 | 400 | // | // |
| 14.4 | 600 | 600 | // | // |
| 18.7 | 800 | 800 | // | // |
 Fig. 1. Illustrates the particle size distribution (PSD) of barite and delaminated iron (hematite-barite) ores.
Fig. 1. Illustrates the particle size distribution (PSD) of barite and delaminated iron (hematite-barite) ores.3.2. SEM images of µm-sized delaminated iron ore, API bentonite and barite particles
SEM images of the micro-sized delaminated iron ore (hematite-barite), API bentonite and barite particles were presented in Fig. 2 and clarified the actual features of the µm -sized grains employed in this consideration. These distinctive micrographs as shown in Fig. 2a manifested fractions of µm -sized delaminated iron ore grains with lamellar and flaky-like shapes that uphold its predicted bridging effect and employment as a weighting material in mud engineering operations. The SEM image shown in Fig. 2b detected the platy-shaped morphology of API bentonite grains in which express about the swelling reaction mechanism of these grains in the mud fluid [23]. Fig. 2c displayed the squared and sub-angular shape of barite particles. The diameter domain of these grains manifested by SEM micrographs was nearly about 10–25 μm size.
 Fig. 2. SEM images of (a) Delaminated iron ore (hematite-barite) (b) API bentonite particles (c) Barite grains.
Fig. 2. SEM images of (a) Delaminated iron ore (hematite-barite) (b) API bentonite particles (c) Barite grains.3.3. Attrition test for the investigated particles
The attrition calculations for barite and delaminated iron ores were illustrated in Table 4 based on the relation between grains size and shear time to determine the physical performance of these grains. From the tabulated data in Table 4 it was speculated that the delaminated iron ore (hematite-barite) grains with a hardness of 5.5–6 (Mohs scale) gave attrition properties better than that of barite. These properties allow delaminated iron ore particles to resist the wear stress and attrition rated at high shear during the drilling operation and decrease the loss occurred due to the conversion of some particles to super-fined size in which is undesirable. And operators need to compensate the weighting material with another added amounts then, this can increase time and cost of drilling process. The predicted attrition behavior of the delaminated iron ore versus barite particles was shown in Fig. 3.
Table 4. Attrition characteristics of barite and delaminated iron ores (the grain size variety with shear time).
| Size Range (µm) | Shear Time (min) | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Grain Size % for barite | Grain Size % for hematite-barite | |||||||||||||
| 0 | 10 | 20 | 30 | 40 | 50 | 60 | 0 | 10 | 20 | 30 | 40 | 50 | 60 | |
| 1.0 < 3.0 | 0 | 0 | 0 | 0 | 0 | 0 | 0.3 | 0 | 0 | 0 | 0 | 0 | 0 | 1.8 |
| 3.0 < 5.0 | 0 | 2.2 | 2.3 | 2.5 | 3.2 | 3.8 | 4.7 | 0 | 15.6 | 15.9 | 18.1 | 19.2 | 21 | 24.9 |
| 5.0 < 10.0 | 8.1 | 13.1 | 13.7 | 19 | 20.7 | 24.4 | 29.9 | 19.6 | 36.2 | 39.6 | 39.9 | 44.5 | 45.6 | 50.8 |
| 10.0 < 20.0 | 44.8 | 47.2 | 48.5 | 53.1 | 53.7 | 60.3 | 64.4 | 55.9 | 69.1 | 75 | 75.3 | 76.5 | 77.7 | 80 |
| 20.0 < 30.0 | 71.3 | 72.4 | 73.3 | 76.8 | 78 | 82.1 | 85.2 | 76.7 | 82.9 | 83.4 | 84.3 | 89.6 | 93.2 | 94.1 |
| 30.0 < 40.0 | 87.1 | 88.6 | 90.1 | 91.1 | 92.7 | 93.1 | 93.6 | 86.7 | 88.7 | 90.3 | 91.4 | 95.6 | 96.5 | 97 |
| 40.0 < 60.0 | 93.6 | 100 | 100 | 100 | 100 | 100 | 100 | 92.3 | 100 | 100 | 100 | 100 | 100 | 100 |
| 60.0 < 80.0 | 98.9 | 100 | 100 | 100 | 100 | 100 | 100 | 98.3 | 100 | 100 | 100 | 100 | 100 | 100 |
| 80.0 < 100.0 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 |
 Fig. 3. Attrition predicted behavior of the delaminated iron ore versus barite particles.
Fig. 3. Attrition predicted behavior of the delaminated iron ore versus barite particles.3.4. Sag stability property study
3.4.1. Static sag
Static sag points out to the sagging of weighting agents in case of stopping the drilling mud circulation. The acceptance criteria for sag factor (SF) value are between 0.50 and 0.53 values. Thereafter, when SF exceeds 0.53, the phenomenon of static sag will become apparent. The drilling fluids with a SF exceeding 0.53 are not recommended according to the API standard [38]. According to the reported data in Table 5, the static sag factors of barite-weighted drilling fluids and mud samples weighted delaminated iron ore (WMSDIO) at the densities from 9.6 to 18.7 lb/gal were measured. With increasing the density of water-based mud, the SF decreased for the two-weighted mud samples. This performance could be attributed to the increase in the solid phase content in the mud samples dramatically and the binding effect between particles was enhanced. Compared with the WMSDIO, the SF of barite-weighted drilling fluids at the densities from 9.6 to 14.4 lb/gal exceeded the safety range of 0.53 as tabulated in Table 5. Although the SF of barite-weighted sample with a density of 18.7 lb/gal was only 0.517 and this result was accepted. After standing for 24 h, the barite-weighted fluid had completely lost fluidity and consolidated into a block. On the contrary, the SF of WMSDIO was kept in the range from 0.53 to 0.50 Ib/gal, at the densities from 10.6 to 18.7 lb/gal. WMSDIO still maintained fluidity after standing for 24 h. These results confirmed that the delaminated iron ore performed better static sag stability than barite.
Table 5. Static sag factors for the weighted mud samples by the delaminated iron (hematite-barite) and barite ores at 250 °F.
| Parameter | SF Barite | SF Hematite–Barite |
|---|---|---|
| Mud density (lb/gal) | ||
| 9.6 | 0.595 | 0.573 |
| 10.6 | 0.570 | 0.513 |
| 14.4 | 0.549 | 0.507 |
| 18.7 | 0.517 | 0.503 |
3.4.2. Dynamic sag
The VSST value was used to characterize the magnitude of the dynamic sag. A VSST value of 0.12 g/cm3 or less would imply a drilling fluid with the minimal sagging tendency while a VSST value above 0.19 g/cm3 would indicate the beginning of a possible sag problem [39], [40].
The reported results in Table 6 illustrated VSST values of the weighted mud samples by the delaminated iron (hematite-barite) and barite ores. The recorded data proved that barite had rapidly sagged during drilling fluid shearing at mud densities of 14.4 and 18.7 lb/gal. WMSDIO samples were exactly the opposite. As the density of drilling fluid increased, the VSST value of WMSDIO basically increased. Even when the density increased to 18.7 lb/gal, the VSST value was only 0.11 g/cm3, which was lower than the safety value of 0.12 g/cm3. Therefore, combined with the static sag test results, the sag stability of delaminated iron ore in the drilling fluid was significantly better than that of barite.
Table 6. Dynamic sag (VSST) values for the weighted mud samples by the delaminated iron (hematite-barite) and barite ores.
| Parameter | VSST Barite (g/cm3) | VSST Hematite – Barite (g/cm3) |
|---|---|---|
| Mud density (lb/gal) | ||
| 9.6 | 0.12 | 0.09 |
| 10.6 | 0.19 | 0.09 |
| 14.4 | 0.19 | 0.11 |
| 18.7 | 0. 23 | 0.11 |
3.5. Mud density evaluation
The predicted mechanism of increasing mud density of the drilling mud with addition of delaminated iron ore particles with elevated specific gravity into the API bentonite in mud formulation was illustrated in Fig. 4. The raise in density of the mud fluid with incorporating of the delaminated iron ore particles could be attributed to the well-dispersion of these particles in mud suspension in which a growing in the interface surface interactions will be set up because of the polar terminals of hematite-barite ore grains and subsequently agglutinate to the surface of Na-bentonite particles via hydrogen bonding or electrostatic attraction [23]. This produced further association with adjacent clay particles, which could make numerous clay- delaminated iron ore grains crossed over together (bridging effect) through the astounding swelling conduct of API bentonite in drilling fluids. Subsequently, the mud fluid density was enhanced with boosting the capability for loading the drilling cuttings.
 Fig. 4. The predicted mechanism of enhancing mud density with adding the delaminated iron ore particles during drilling operation.
Fig. 4. The predicted mechanism of enhancing mud density with adding the delaminated iron ore particles during drilling operation.3.6. Studying the shear rate versus shear stress and flow effective viscosity of the investigated weighted mud fluids
The effect of varying shear stress with shear rate for different weighted drilling mud samples with barite and delaminated iron ore at various mud densities at normal temperature and 180 °F was shown in Fig. 5, Fig. 6. The illustrated curves indicated that the investigated weighted mud samples behave as non-Newtonian fluids. Plots of shear stress/shear rate shown in Fig. 5, Fig. 6 assumed the Herschel-Bulkley model and indicated an effective rearrangement of weighting material networks with API bentonite particles produced from the thixotropic effect by Na-bentonite particles in water under shear stress at various temperatures. Fig. 5a, b displayed an increase in the shear stress values with increasing the shear rate at normal temperature with adding the weighting material [1], [41]. A general trend of the fluid line was found cutting the vertical axis at actual yield point (stress) of 58 and 240 lb/100 ft2 for the barite and delaminated iron ore -weighted mud samples, respectively at mud density of 18.7 lb/gal. At 180 °F it was found that the actual yield stress for barite-weighted mud sample was detected at 38 lb/100 ft2 and also recorded 190 lb/100 ft2 for the delaminated iron ore-weighted mud sample at the same mud density. It was found that the shear stress/shear rate curves behaved similarly for barite and delaminated iron ore-weighted mud samples at low mud densities values. But in case of applying high mud densities, the yield stress values were enhanced for the delaminated iron ore-weighted samples at ambient temperature. With increasing the temperature to reach 180 °F, it was observed that the actual yield stress values of the investigated weighted mud samples were decreased with proper thermal stability. This effect in the yield point could be a negative due to the increase in the pressure. This could affect the pressure losses and increase the pressure pumping and consecutively the energy necessary to restart the fluid pump after stop. So, operators could mix the incorporated delaminated iron ore with barite in drilling mud to produce the desired pressure to be less than the shear stress observed and make the fluid to move and prevent the fluid to behave as solid in the case of increasing the yield point stress.
 Fig. 5. Shear rate versus shear stress at normal temperature for (a) Barite-weighted drilling mud and (b) Delaminated iron ore-weighted mud with different mud densities.
Fig. 5. Shear rate versus shear stress at normal temperature for (a) Barite-weighted drilling mud and (b) Delaminated iron ore-weighted mud with different mud densities. Fig. 6. Shear rate versus shear stress at 180 °F for (a) Barite-weighted drilling mud and (b) Delaminated iron ore-weighted mud with different mud densities.
Fig. 6. Shear rate versus shear stress at 180 °F for (a) Barite-weighted drilling mud and (b) Delaminated iron ore-weighted mud with different mud densities.The effective viscosity flow curves for barite and delaminated iron ore weighted mud samples at ambient temperature and 180 °F and different mud densities were calculated and illustrated in Fig. 7a, b and Fig. 8a, b. It could be concluded that the effective viscosity of the weighted mud samples was decreased with increasing the shear rate at the same mud density value indicating that the weighted water-based drilling fluids act as shear thinning non-Newtonian fluids. This performance suggested that the thixotropic time scale was inversely proportional to the target shear rate for the weighted water-based drilling fluids. Furthermore, the effective viscosity values were enhanced with increasing the mud density. The calculated effective viscosity values at shear rate 510 S-1 (dial reading 300 rpm) was not exceed 42 cP at the highest applied mud weight (18.7 lb/gal) for the barite-weighted mud samples as shown in Fig. 7a and also was not exceed 149 cP at the same shear rate and mud density values for the delaminated iron ore-weighted mud samples as shown in Fig. 7b. With increasing the applied temperature, it was observed that the effective flow viscosity values were decreased than that measured at normal temperature at all mud weight values in which at 180 °F and 18.7 lb/gal mud density and 510 S-1 shear rate, the effective flow viscosities were recorded at 33 and 124 cP for barite and delaminated iron ore-weighted mud samples, respectively as shown in Fig. 8a, b. So, it could be concluded that the flow viscosities at specific shear rate were relevant for the flow in most drilling operations [42].
 Fig. 7. Shear rate versus flow effective viscosity plots at normal temperature for (a) Barite-weighted drilling mud and (b) Delaminated iron ore-weighted mud with different mud densities.
Fig. 7. Shear rate versus flow effective viscosity plots at normal temperature for (a) Barite-weighted drilling mud and (b) Delaminated iron ore-weighted mud with different mud densities. Fig. 8. Shear rate versus flow effective viscosity plots at 180 °F for (a) Barite-weighted drilling mud and (b) Delaminated iron ore-weighted mud with different mud densities.
Fig. 8. Shear rate versus flow effective viscosity plots at 180 °F for (a) Barite-weighted drilling mud and (b) Delaminated iron ore-weighted mud with different mud densities.3.7. Reporting of rheological properties at various temperatures and mud densities
In this section of the work, any rheology property for the two mud samples weighted by barite and the delaminated iron ore was explained alone related to the mud density variation (9.6–18.7 lb/gal) against un-weighted drilling mud sample at different temperatures to give a more detailed explanation about the potential of utilization the firstly incorporated delaminated iron ore as an alternative weighting agent to barite on the rheological properties of drilling mud.
3.7.1. Plastic and apparent viscosities and mud density relationship investigation
The relation between plastic and apparent viscosities and mud density, which was created from the attrition between the rigid particles in the mud and the dispersed phase viscosity, was displayed in Fig. 9, Fig. 10(a, b). Rheological characteristics of delaminated iron ore (hematite-barite) and barite were discussed at various temperatures and demonstrated in Table 7 to prognosticate the exploitation probability of the delaminated iron ore to be able to generate similar mud weight as barite. Fig. 9(a, b), illustrated the apparent viscosity values of barite against that of the delaminated iron ore at various temperatures and different mud densities. The plastic viscosity (PV) calculation data depicted in Table 7 confirmed the similar behaviors of weighed mud samples by the barite and delaminated iron ores. Also, AV values were decreased with increasing temperature for the employed samples. According to Fig. 10(a, b), the plastic viscosity (PV) values for the two different weighted mud samples offered an increase in the rheology property with increasing the temperature and with increasing the weight of the mud sample in the 9.6–18.7 lb/gal range. These results could be assigned to the bridging action between the lamellar shaped delaminated iron ore grains with elevated specific gravity and API bentonite layers in which the ore particles affixed to clay grains surface via electrostatic attractions and forming stable space grid structures with clay particles that upgraded the swelling limit by creating overlapping plates via mud fluid and supported mud density for long time and then, improved the viscosity of mud as shown in Fig. 11. Generally, the friction between particles became obvious with the increase in number of ore particles in the mud sample which in turns promoted the plastic viscosity. Therefore, delaminated iron ore (hematite-barite) had the prospect to be able to generate similar mud weight as barite with convenient rheological properties in which more efficient than barite in heavy drilling mud, as it could affect on the rate of penetration and the well cleaning productivity.
 Fig. 9. Apparent viscosity (AV) values at various temperatures for the mud samples weighted by (a) Barite and (b) Delaminated iron ore.
Fig. 9. Apparent viscosity (AV) values at various temperatures for the mud samples weighted by (a) Barite and (b) Delaminated iron ore.