1. Introduction to polymer tribology
1.1. Tribology and economics
Tribology is the science and engineering of interacting surfaces in relative motion. It includes the study and application of the principles of friction, lubrication and wear. This field is highly interdisciplinary in nature and draws upon several academic areas including: physics, chemistry, materials science and engineering [1]. The term tribology became widely used following ‘The Jost Report’, published in 1966 [2]. The report highlighted the huge cost of friction, wear and corrosion to the UK economy. Despite considerable research since then, the global impact of friction and wear on energy consumption and carbon dioxide emissions are still considerable. In 2017, Kenneth Holmberg and Ali Erdemir [3] attempted to quantify their impact on economic aspects worldwide. They considered the four main energy consuming sectors: transportation, manufacturing, power generation, and residential. The following facts were concluded:
-
•
In total, ∼23% of the world's total energy consumption originates from tribological contacts. Of that 20% is used to overcome friction and 3% is used to remanufacture worn parts and spare equipment due to wear and wear-related failures.
-
•
By taking advantage of the new surface, materials, and lubrication technologies for friction reduction and wear protection in vehicles, machinery and other equipment worldwide, energy losses due to friction and wear could potentially be reduced by 40% in the long term (15 years) and by 18% in the short term (8 years). On a global scale, these savings would amount to 1.4% of GDP annually and 8.7% of the total energy consumption in the long term.
-
•
The largest short term energy savings are envisioned in transportation (25%) and in the power generation (20%) while the potential savings in the manufacturing and residential sectors are estimated to be ∼10%. In the longer term, the savings would be 55%, 40%, 25%, and 20%, respectively.
-
•
Implementing advanced tribological technologies can also reduce global carbon dioxide emissions by as much as 1460 metric tons of carbon dioxide equivalent (MtCO2) and result in 450,000 million Euros cost savings in the short term. In the long term, the reduction could be as large as 3140 MtCO2and the cost savings 970,000 million Euros [1].
1.2. Polymers in tribology
Great attention was focused on studying metal/metal and metal/ceramic contact tribology. However, polymer components are increasingly replacing metals in structures, housings, flexures and bearings, particularly in automotive weight reduction applications. They are readily formed, by injection molding, casting or machining with minimal waste, to give components which are lighter, cheaper, corrosion-resistant, quieter and do not require maintenance [4]. Therefore, more attention is now needed for metal/polymer and polymer/polymer tribo-contacts.
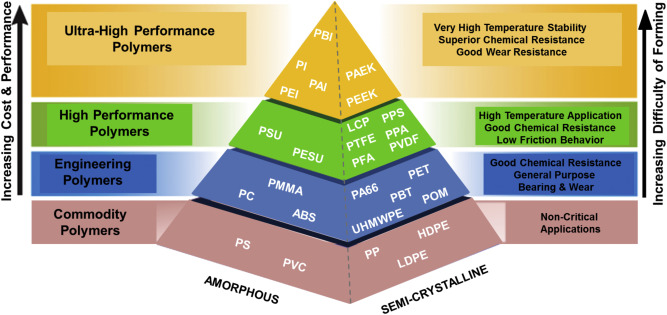
Polymer tribology, as their friction and wear mechanisms, is more complex than for metal and less well understood. Whereas there are well-established ‘Laws of Friction’ for the tribology of metal and ceramic contacts in relative motion, polymer/metal contacts generally do not follow these laws. The reasons for this are several, including the relative softness of polymers compared to metals, their much lower thermal conductivities associated with heat generation in contacts and also significantly lower melting points. If these issues are not appreciated then polymer applications of rolling, sliding or bearing components will be ‘problematic’ [4]. In most of the following, only tribo-applications in which a smooth metallic counterpart is involved will be discussed. This means that the conclusions drawn from the results cannot be automatically transferred to more severe wear conditions, as they e.g. occur under heavy abrasion or erosion. Nevertheless, the range of available polymers suitable for varied operating conditions of strength, operating temperature range, resistance to environmental degradation, sliding friction and wear is immense [4]. Such polymers can be schematically arranged in a pyramid on the basis of their physical properties, operating temperature ranges and cost (Fig. 1).
 Fig. 1. Polymer pyramid, listing thermoplastics with an amorphous or semi-crystalline morphology with regard to cost, performance and formability [5].
Fig. 1. Polymer pyramid, listing thermoplastics with an amorphous or semi-crystalline morphology with regard to cost, performance and formability [5].The commodity polymers of PS (polystyrene), PVC (polyvinyl chloride), PP (polypropylene), and PE (the various forms of polyethylene) are relatively weak materials with tensile strengths, σB, of the order of 20 MPa. They are high volume (Mt/Pa), with limited temperature (operating ranges up to 100 °C) and cheap (<1.13 €/kg) materials which are produced internationally.
The ‘Mid-Range’ polymers, often termed ‘engineering polymers’, such as typically PA (polyamides) and PET/PBT (polyesters) have higher strengths of the order of 75 MPa with continuous operating temperatures up to 110/120 °C and a cost range up to 11.3 €/kg.
The ‘High Performance’ polymers tend to be produced in developed countries and have a higher level of physical properties, higher melting points and very good resistance to degradation, They cost up to 113 €/kg. These merge into the ‘Ultra-High Performance Polymers’, with very high melting points, higher strength such as the polyaramids (e.g. Kevlar) and the PAEK family which includes Polyetheretherketone, or ‘PEEK’, with σB up to 100 MPa, melting point around 343 °C and a usable temperature range to 250 °C, produced by specialist companies, with prices beginning in the region of 113 €/kg and upwards [4]. This group also includes polybenzimidazole (PBI), the highest temperature resistant thermoplastic, with a glass transition temperature of 427 °C [6].
1.3. Limits of friction and wear
Polymer tribology differs from metal/ceramic tribology because polymer/metal or polymer/polymer contact is predominantly elastic. The Plasticity Index ψ of Greenwood and Williamson [7] predicts the onset of plastic flow as:where E is the Young's Modulus (the major contributor), H the hardness, σ* the standard deviation of asperity heights, and r the assumed spherical surface radius. E/H for metals is of the order of 100, for polymers it is of the order of 10. Friction coefficients for un-additivized polymer against polymers, metals or ceramic pairs are 0.1–0.6, with a lower bound of 0.10 for PTFE. But more importantly, polymer tribology does not follow the Laws of Friction, because friction coefficients, μ's, vary according to:
-
-
normal load - should be independent, but μ's often decrease with increasing load, up to a limit determined by deformation and contact temperature limits,
-
-
sliding speed, should be independent, but μ's often decrease with increased relative velocity, limited by heat generation and increased contact temperatures,
-
-
temperature, as polymers have much lower melting points than metal, related to the normal load and sliding speed used,
-
-
the effect of Tg, the glass transition temperature, on friction coefficients due to the semi-crystalline to amorphous phase transition of a polymer is often not considered for friction/wear/temperature performance, particularly for surface layers. It is a fundamental property of each polymer, e.g., +63 °C for PA-6, +143 °C for PEEK, and −1 °C for PP. Friction coefficients above and below the Tg value for a polymer are usually different, reflecting the changed nature of the polymer mass at the surface. The contributions of the Tgtransition to friction and wear performance of a polymer, particularly for surface layers, is not often considered in the literature [4].
The pv envelope, is the locus of the product of normal pressure (p) x sliding speed (v). It is an essential tool which defines a reliable working region for a polymer application. The test method, humidity and sample % crystallinity are further 2nd order effects on friction coefficient values. Fig. 2 shows the pv envelope for two different polymers, emphasizing that each individual envelope can be different. It is essential that the pv envelope of a polymer specified for a proposed component design is known to avoid its premature failure in service.
 Fig. 2. Schematic pv diagram plots for two different polymers: Polymer A possesses a higher temperature resistance and load bearing capacity than Polymer B [4].
Fig. 2. Schematic pv diagram plots for two different polymers: Polymer A possesses a higher temperature resistance and load bearing capacity than Polymer B [4].The static friction coefficient μs applies to the initial effort required to start moving a body on a surface. The more commonly experienced friction coefficient is the dynamic friction coefficient, μd, which applies to the established motion of a body on that surface. The static friction coefficient of two material surfaces in contact is always higher than the dynamic friction coefficient. Contrary reports have been few, far-between and not sustained.
For objective comparison between the friction coefficients of polymers, the test conditions and apparatus must be specified. Different test methods can give different friction coefficients for the same polymer, e.g. for the dynamic friction coefficients in Table 1, the ASTM D3702 method and apparatus at a load of 0.277 N/mm2 and 253 mm/s were used.
Table 1. Dynamic friction coefficients for some common groups of polymers [4].
| PTFE | 0.10 | PVC | 0.30 |
| PVDF | 0.24 | ||
| UHMWPE | 0.12 | HDPE | 0.28 |
| UHMWPE, oil filled | 0.13 | LDPE | 0.60 |
| PP, homo-pol. | 0.26 | ||
| PA 6 | 0.26 | PA 66 | 0.25 |
| PA 6, oil filled | 0.14 | PA 66 + 30% GF | 0.31 |
| PA 6, wax filled | 0.04 | ||
| POM, homo-polymer | 0.20 | POM, co-polymer | 0.18 |
| PEEK | 0.18 | PEEK + 30% Gr | 0.30 |
| PEEK + 30% GF | 0.31 | PEEK + 30% CF | 0.22 |
| PSU | 0.37 | PPO/PS | 0.39 |
The effects of polymer structure and fillers on friction coefficients are also given in Table 1. It shows that solid fillers usually increase the coefficient of friction. However, wear rates depend upon the particle size and hardness and thus the overall nature of the filler. Both friction coefficients and wear rates for a filled polymer need to be determined under real operating conditions of load and velocity because in some cases they can be opposite, e.g., for PEEK:
-
-
μ for unfilled PEEK, μ = 0.18,
-
-
but PEEK + 30% carbon fibers, μ = 0.22 but with a decreased wear rate,
-
-
whereas PEEK + 30% glass fibers, μ = 0.31, but an increased wear rate [4].
The main techniques of reducing polymer friction are:
-
-
inclusion of solid (soft) fillers,
-
-
external lubrication,
-
-
intrinsic (internal) lubrication.
The inclusion of solid soft fillers into a harder polymer reduces friction coefficients by using the harder polymer as a matrix and the softer filler/polymer as a lubricant, forming a transfer film at the interface between the filled polymer and a steel surface. PEEK/PTFE sintered composites are a good example, the ratio of Young's Moduli, EPEEK/EPTFE, being 8:1, giving a friction coefficient of 0.14, greater than μ for PTFE of 0.10 but less than μ for PEEK at 0.18 [8], where in this case:
-
-
PTFE is the soft lubricant in a harder PEEK support matrix,
-
-
the sintered composites supports higher applied loads than is possible than for PTFE alone,
-
-
there is clear SEM/EDX evidence of a PTFE transfer film onto the steel counterface (and the polymer compound itself [9]). But the transfer film tends to be oriented in the direction of relative movement with higher friction coefficients normal to the direction of original movement [4].
2. Design principles and testing of low friction and high wear resistant polymer composites
2.1. Composition of polymer composites
From several studies in the past it is well known that the friction and wear behavior of polymeric materials can be improved by a lower adhesion and a higher stiffness and strength [10], [11], [12]. This can be achieved quite successfully by using special fillers. To reduce the adhesion, e.g., internal lubricants such as PTFE or graphite are frequently incorporated. They also allow the formation of a friction reducing transfer film on the surface of the counterpart material [9]. Continuous or short aramid, carbon or glass fibers are used to increase the stiffness and strength of the polymer system. Since friction between two mating surfaces in sliding contact generates heat, which in turn enhances the temperature in the contact area (associated with a reduction in the mechanical properties of the polymer), from the matrix point of view, a high temperature resistant polymer should be used. In addition, the tribological properties of polymers and polymer composites can be changed by the use of other thermally conductive fillers, including nano-sized particles or carbon nano-tubes. This has been demonstrated by many authors, of which only a few can be listed here (e.g., [13], [14], [15], [16]). However, often the optimum effects for reducing both, the coefficient of friction and the wear rate, can only be achieved if the nano-fillers are used in combination with some of the traditional tribo-fillers mentioned above (Fig. 3) [17]. This finally leads to a complex microstructure of the composite materials, as for example illustrated in Fig. 4 [18].
 Fig. 3. Design of a polymer composite with low friction and wear [19].
Fig. 3. Design of a polymer composite with low friction and wear [19]. Fig. 4. Typical microstructure of a high temperature resistant polymer matrix (PTFE), filled with PPS particles (light grey), graphite flakes (shiny silver), and glass fibers (white).
Fig. 4. Typical microstructure of a high temperature resistant polymer matrix (PTFE), filled with PPS particles (light grey), graphite flakes (shiny silver), and glass fibers (white).2.2. Testing and evaluation
Unlubricated sliding wear tests of these materials are usually carried out on different pin-on-disk machines. The measured data allow to determine the coefficient of friction μ and the specific wear rate ws by the following equations:(1)where FR is the friction force and FN is the normal load.(2)where w is the dimensionless wear rate (unit length/unit length), Δm the mass loss, ρ the density of the composite material, ΔV the volume loss, and L the sliding distance.
Before testing, the polymer composites are cut into pins (e.g., 4 × 4 × 12 mm3). In the apparent contact area (4 × 4 mm2), the sliding direction should be chosen to be parallel to the majority of the in plane oriented fibers, since under these conditions CF-based composites usually possess the lowest wear rates [20]. In order to reduce the time of the running-in period, specimens are sometimes pre-worn with grinding paper (Grid 800) against the disk counterpart and then carefully cleaned with ethanol. With this method, the roughness of the specimens before testing is always the same, and at the same time the apparent area of contact with the steel disk is improved due to a better parallelismbetween the two mating surfaces. Besides the pin-on-disk test configuration, another arrangement called ring-on-plate is also often used, whereby the plate usually represents the polymer material to be tested or a polymer coating on a substrate, and the ring is equal to the disk the metallic counterpart (Fig. 5).
 Fig. 5. Schematic of a ring on plate test configuration.
Fig. 5. Schematic of a ring on plate test configuration.For many tribological experiments, hardened (HRC 62) and polished carbon steel disks or rings (100 Cr6; AISI 52 100) with an initial surface roughness of Ra = 50 nm serve as a counterpart. It is the most frequently used steel for bearing applications, exhibiting numerous advantages: high purity and strength, suitability for hardening without carburizing, and flexibility in the heat treatment.
The specific wear rate, mentioned above (also called “wear factor” of the material, k*), can be considered as a kind of “material property,” which allows to compare different materials with each other (when tested under equivalent system conditions). As long as this factor is not dramatically influenced by changes in the apparent contact pressure p or the sliding velocity v, a plot of the so-called depth wear rate wt (reduction in specimen height per testing time) against the pv-product should show a nearly linear relationship, according to(3)
Schematically this is illustrated in Fig. 6. Above a critical pv-value, however, the wear factor k* starts to deviate from being constant, which means it is not anymore independent of the pv-product. Finally the curve goes to infinity, indicating that the very upper limit of the material's load bearing capacity is exceeded.
 Fig. 6. Objectives for improvement of the wear behavior of polymer composites.
Fig. 6. Objectives for improvement of the wear behavior of polymer composites.For the materials science people it is always the objective to develop materials with a reduced initial slope of this curve and to push the critical and limiting pv-levels to higher values, using different combinations of fillers and reinforcements in a given polymer matrix [21].
The depth wear rate is a convenient term for the design engineer in order to estimate the height loss of a polymeric material at various pressure and velocity conditions (assuming that the wear rate of the steel counterpart is negligible). This, in turn, can help to calculate the development of a certain clearance in journal bearings with time, and thus to predict necessary maintenance intervals in order to prevent more catastrophic failures of complete machine units [22].
3. Synergistic effects of nano-particles and traditional fillers during sliding wear of different polymer based composites
When particle size is reduced to the sub-micron or nano-scale, the wear performance of composites may be significantly different from that of micro-particle filled systems [23]. One reason is that the abrasiveness of hard nano-particles decreases remarkably as a result of the reduction in angularity in comparison with micro-particles. This can have another advantage, namely that these nano-fillers, once they get freely movable in the contact region between the mating surfaces, can act as distance holders and as nano-polishing agents which smoothen the topographies and reduce the coefficient of friction. This, in turn, can also lead to a reduction in temperature of the contact region [24]. Further, it can be expected that the higher thermal conductivity of ceramic nano-particles, as compared to the polymer matrix, also increases the thermal conductivity of the composite, which can contribute to a reduction in heat development in the sliding contact area. In general, smaller particles seem to contribute better to the improvement of tribological properties under sliding wear conditions than larger particles. One example of this relationship was detected by Xue et al. [25]. They found that various kinds of SiC particles, i.e. nano-, micron- and whisker-type particles, could reduce friction and wear when incorporating them into a PEEK matrix at a constant filler content, e.g. 10 wt% (∼4 vol%). However, the use of nano-particles resulted in the most effective reduction, which was attributed to their beneficial effect on the formation of a thin, uniform, and continuous transfer film. Wang et al. [26]investigated the influence of the size of ZrO2 nano-particles, varying from 10 nm to 100 nm. Effective reduction of the wear of filled PEEK by nano-particles was observed only when the particles were less than 15 nm in size. Xing et al. [27] recently compared the wear properties of spherical particle filled epoxy, in which the particle size varied from 120 to 510 nm. They also confirmed a similar trend, namely that the smaller the particles used as fillers, the better was the wear resistance of the composites. The relationship between the size of nano-particles and asperity size was also studied by Bahadur et al. [13], [28]. Regarding the wear performance of PPS filled with various kinds and amounts of nano-particles, it was found that 2 vol% of Al2O3 resulted in an optimum reduction in the wear rate of the composites when the surface roughness of the steel counterpart was in the range between Ra = 60 and 100 nm. However, with a surface roughness of 27 nm, i.e. smaller than the particle size (33 nm on average), any amount of nano-particles increased the wear rate.
Although in most of the studies cited above the morphology of the nanoparticle dispersions was not provided in detail, it should be clear that high nano-filler content leads to a reduction in wear properties, which may be due to a tendency of particle agglomeration. In general, it is necessary that nano-particles be uniformly dispersed rather than agglomerated, in order to yield a good property profile. Agglomeration is considered to be a common problem of polymer nanocomposites, especially at higher nano-filler contents. To the present, various inorganic nano-particles, e.g. Al2O3, TiO2, ZnO, CuO, SiC, ZrO2, Si3N4, SiO2, and CaCO3, have been incorporated into PPS [13], [28], PEEK [25], [26], [29], epoxy [27], [30], [31], [32], [33], PMMA [34], and PTFE [35], [36]matrices, to improve their wear performance. In most cases, optimum nano-particle filler contents could be identified at which the highest wear resistance of these polymers occurred. The optimum filler content of small particles was mostly in a range between 1 and 6 vol%. However, in comparison to micro-fillers such as short fibers, the improvement in wear resistance obtained by the use of nanoparticles is modest. On the other hand, the critical volume contents of nano-fillers are significantly lower than those of micro-fillers, and therefore nano-composites can produce improved wear performance while retaining or even improving other mechanical properties of the polymer matrix.
To achieving high wear resistant polymer composites, it is a traditional route to integrate various functional fillers, including energy absorbing filler materials[37]. To date, however, little effort has been directed towards the development of hybrid composites by combining inorganic nano-particles with traditional fillers. Wetzel et al. [34] found that the combination of nano-Al2O3 (13 nm) and micro-CaSiO3 (4–15 μm) induced some kind of synergistic effect and improved both the wear resistance and the stiffness of epoxy. Bahadur et al. [38] reported a synergistic action in the tribological behavior of polyphenylenesulphide composites made with nano-CuO and short fibers. The lowest steady state wear rate was obtained with hybrid composites containing both nano-sized CuO particles and fiber reinforcements. Zhang et al. [39], [40], [41] indicated that the incorporation of nano-particles with optimized contents could further increase the wear resistance of carbon fabric composites. The beneficial effect of additional nano-particles on wear performance of the composites could be caused by increased mechanical strength of the fabric composites and better bonding strength of the transfer film developed on the metallic counterfaces. It is thus obvious that the incorporation of nano-size inorganic particles together with traditional tribo-fillers into a polymer could provide synergy in terms of an improved wear resistance.
To fully promote the effect of nano-particles, systematic studies of their combinative effect with traditional fillers have been recently carried out by Zhang et al. [17], [42], [43], [44], [45]. Various polymers were chosen as matrices e.g. epoxy, polyamide 66 (PA 66) and polyetherimide (PEI). Short carbon fiber (SCF) and two solid lubricants, graphite and PTFE, were used as traditional tribo-fillers. The average diameter of the SCF was ∼14.5 μm, with an average fiber length of ∼90 μm. The graphite flakes and the PTFE powders were ∼20 μm and ∼4 μm respectively. Nano-sized TiO2-inorganic particles were applied as additional fillers. The average diameter of these particles was 300 nm.
The tribological performance of a series of epoxy-based composites was preliminarily investigated at a pressure of 1 MPa and a sliding speed of 1 m/s [17], [44]. The results in Fig. 7 exhibit the synergistic effect of nano-TiO2particles and traditional tribo-filler on the wear resistance of epoxy-based composites. The wear rate of the hybrid composites filled with both nano-particles and traditional fillers was significantly lower than the values linearly interpolated between those of the composites filled only with nano-TiO2 or traditional fillers.
 Fig. 7. Relative improvement of friction and wear, depending on micro- and nano-filler combination (Nano-TiO2; Nano-ZnS; PTFE = Polytetrafluoroethylene; Gr = Graphite; SCF = short carbon fibers) and load collective applied (p; v; T) [46].
Fig. 7. Relative improvement of friction and wear, depending on micro- and nano-filler combination (Nano-TiO2; Nano-ZnS; PTFE = Polytetrafluoroethylene; Gr = Graphite; SCF = short carbon fibers) and load collective applied (p; v; T) [46].Moreover, the addition of nano-particles could further reduce the coefficient of friction and the wear rate of the epoxy composites filled with traditional fillers, especially under extreme sliding conditions. The interrelationship between time-related depth wear rate (calculated with Eq. (3)), wear factor (specific wear rate), and load-carrying capacity (pv) for two epoxy composites (one filled only with traditional fillers and the other with both nano-particles and traditional fillers) is shown in Fig. 8.
 Fig. 8. Improvement of the load bearing capacity of two tribo-compounds (EP with 5 vol% PTFE, 5 vol% Gr, 15 vol% SCF and PA66 with 15 vol% SCF, 5 vol% Gr) by the additional use of 5 vol% TiO2-nanoparticles [47].
Fig. 8. Improvement of the load bearing capacity of two tribo-compounds (EP with 5 vol% PTFE, 5 vol% Gr, 15 vol% SCF and PA66 with 15 vol% SCF, 5 vol% Gr) by the additional use of 5 vol% TiO2-nanoparticles [47].It is found that the wear factor of the composite filled with traditional fillers only was clearly increased with an increase of pv, due to changes in the dominant wear mechanisms. For the composite with both nano-particles and traditional fillers, however, the wear factor of the nano-composite was relatively stable at ∼1 × 10−6 mm3/(Nm) even under high pv conditions. The slope indicates that the time-related depth wear rate of the nano-composite was much lower than that of the composite filled only with traditional fillers under the same sliding conditions. Therefore, the limiting pv of the composite was clearly improved, which would favor the use of this material for tribo-applications with more severe wear conditions.
The wear synergy detected in epoxy composites has also been found in further investigations of thermoplastic composites, i.e. with PA6.6 [49] or PEI matrices [50]. The composition of these two polymers filled with only conventional fillers, i.e. 5 vol% graphite and 15 vol% SCF, was used as a benchmark. It was selected as the optimum content of conventional fillers, based on work previously carried out for evaluation of the wear performance of a series of epoxy-based composites. Nano-TiO2 particles served as additional fillers, at a content of 5 vol%. It was found that the coefficient of friction of both fiber-reinforced thermoplastic composites was remarkably reduced by the addition of nano-TiO2, associated with a decrease in the contact temperature under all test conditions. As a result, the wear resistance of the composites was improved through the incorporation of nanoparticles, especially under high contact pressure and high sliding speed conditions.
Typical courses of the coefficient of friction and the contact temperature as a function of time are illustrated in Fig. 9 for two PA6.6 composites, with and without nano-particles, tested at 2 MPa and 1 m/s. It is clear that at the beginning of the running-in stage, sliding performance was similar for the two composites. However, after about an hour the coefficient of friction of the nano-composite was significantly reduced. The surface of the composites with additional nano-particles became much smoother (Fig. 9, w NP) than in the one without nano-particles (Fig. 9, w/o NP).
 Fig. 9. Comparisons of the sliding process of two PA 66 composites with and without nanoparticles tested at 2 MPa and 2 m/s; corresponding worn surfaces of the composites without (w/o NP) and with (w NP) nanoparticles [48].
Fig. 9. Comparisons of the sliding process of two PA 66 composites with and without nanoparticles tested at 2 MPa and 2 m/s; corresponding worn surfaces of the composites without (w/o NP) and with (w NP) nanoparticles [48].4. Polymeric tribo-composites in various applications
In a previous overview [22] various tribology applications were presented which demonstrate that polymers and polymer composites are nowadays used very successfully. Some of them will be summarized here briefly before new developments are outlined.
4.1. Traditional components in mechanical/automotive engineering
4.1.1. Sliding elements in textile drying machines
Self-lubricating polymer composite components are often needed in machine systems in which no external oil or grease lubrication is acceptable. One example is the use of sliding shoes in textile drying machines (Fig. 10) [51].
 Fig. 10. Schematic position of a polymer composite sliding shoe in the chain system of a textile drying machine (left), range of operating parameters (center), and photo of the real sliding shoe (right).
Fig. 10. Schematic position of a polymer composite sliding shoe in the chain system of a textile drying machine (left), range of operating parameters (center), and photo of the real sliding shoe (right).The classical approach for the development of such materials was illustrated in Fig. 6, i.e. the use of a high temperature resistant polymer matrix, filled with internal lubricants and reinforced with additional fibers. The final choice in the present case was given to a thermoplastic PEEK-version filled with short carbon fibers, PTFE particles and graphite flakes, due to its better toughness and ease of processing by injection molding, compared to its thermosetting alternatives.
4.1.2. Filament wound bushings for harsh environments
If high loads, strong vibrations and corrosive elements can act on the bushingsof movable joints of mechanical engineering applications, e.g. cranes on off-shore platforms, filament wound polymer composite bushings can bring a beneficial solution. The continuous fiber reinforcement allows a higher fiber volume fraction and results in a much higher load bearing capacity than the short fiber reinforced alternatives.
Such bushings, which are commercially available in different diameters and widths, are composed of two distinct layers (Fig. 11) [52]. The high strength backing layer consists of a high volume fraction of glass fibers, and the sliding surface is made of PTFE- and other polymer fibers. Both layers are embedded in an epoxy resin matrix. In this way, these bushings bring together also other benefits and features, including: a) good impact resistance, b) insensitivity to edge loading and misalignment, c) good noise and vibration damping, d) excellent resistance to corrosive media, even to salt water, and other chemicals, and e) good insulation preventing passage of electric current. Their load bearing capacity under low sliding speeds (less than 0.01 m/s) can be up to 150 MPa.
 Fig. 11. SKF filament wound bushings, available in different diameters and widths [52].
Fig. 11. SKF filament wound bushings, available in different diameters and widths [52].A new alternative that has been described a few years ago is the use of a thermoplastic matrix, offering further options regarding manufacturing of more complex machine components, e.g. flange bearings [53], [54].
4.1.3. Cages of high-precision ball bearings in dental turbines
A thermosetting prepreg winding process is used to produce phenolic (PF) resin matrix based composite tubes that are afterwards machined into small cages for high precision, miniature ball bearings. The latter are used in dental turbines that operate under water lubrication at a speed of 400,000 Rpm (Fig. 12) [55]. At first, cotton fiber based fabrics are impregnated with liquid phenolic resin, in order to achieve textile fiber based prepregs, which are then wound on a steel mandrel in order to achieve a small tube. After curing, the tubes are cut into rings, from which the cage geometry is machined (Fig. 12).
 Fig. 12. Polymer composite cages in dental turbine handpieces [55]: Textile wound tube (upper left), with enlargement of its cross-section, showing axial and tangential cotton fiber bundles, embedded in a phenolic resin matrix; machined miniature snap cages (upper right); Mounting of the cages in the steel ball bearing (lower right); operation of ball bearing in the dental turbine handpiece (lower left).
Fig. 12. Polymer composite cages in dental turbine handpieces [55]: Textile wound tube (upper left), with enlargement of its cross-section, showing axial and tangential cotton fiber bundles, embedded in a phenolic resin matrix; machined miniature snap cages (upper right); Mounting of the cages in the steel ball bearing (lower right); operation of ball bearing in the dental turbine handpiece (lower left).As mentioned before, the machined, single-part snap cage of fabric reinforced phenolic resin can be used for high revolutions per minute, and possesses a high strength, good failsafe running functions, and an operating temperature range from −50 °C to +130 °C. The cage can also be impregnated with oil.
Meanwhile, the company GRW produces also cages from PEEK-, PTFE- and other high performance polymer, whereby the exact compositions of some newly developed cage-materials, e.g. PAI-PTFE-cg (XTRAlon), are not released. The latter polymer/polymer composite can be run also at high revolutions per minute, possess a high strength, good failsafe running functions, and an even higher operating temperature range from up to 250 °C or 300 °C (depending on the exact material composition) [56].
A principle comparison of other properties of XTRAlon relative to modified PEEK, modified PAI and the reinforced phenolic resin is given in form of a spider diagram in Fig. 13.