1. Introduction
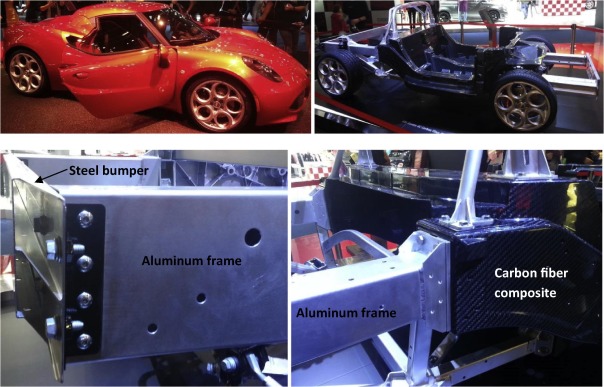
The need for improved fuel economy and reduced emissions has been emphasized by the US government and Corporate Average Fuel Economy (CAFÉ) program mandating higher fleet efficiency each year. The International Council on Clean Transportation has also shown that aggressive targets of 95 g CO2/km for vehicle emissions can be met by light-weighting [1], [2]. This has driven a number of technological developments in terms of materials performance, such as high strength aluminum and magnesium alloys with increased formability, lower cost carbon fiber composites, and hot stamped ultra-high strength martensitic steels which have much higher strength to weight ratios than conventional steels. Given that each of these materials have specific advantages and disadvantages in various locations or applications within a vehicle design, it is possible that these materials are used simultaneously in different locations to optimize mechanical performance for each application. Although many auxiliary issues with these materials are being progressively addressed (such as corrosion, formability, and production cost), an ongoing challenge remains the weldability of dissimilar material joints. Fig. 1, for example, shows the frame of the 2014 Alfa Romeo 4C design, in which ultra-high strength steel bumpers are used for crash resistance, an aluminum frame is used for suspension components and a carbon fiber composite tub make up the main internal structure in order to keep the final vehicle mass below 900 kg. In this case, fasteners were mainly utilized for dissimilar joining, however higher production volumes and lower costs often demand that welding be employed.
 Fig. 1. Example of multi-material design used in the 2014 Alfa Romeo 4C, where fasteners are used to join high strength steel, aluminum alloy, and carbon fiber composite.
Fig. 1. Example of multi-material design used in the 2014 Alfa Romeo 4C, where fasteners are used to join high strength steel, aluminum alloy, and carbon fiber composite.The use of friction stir welding (FSW) offers potential for dissimilar joining components where costs prohibit the use of fasteners, adhesives, or self-piercing rivets. The main challenge stems from the different properties (i.e.physical and mechanical), composition, and structure (i.e. crystalline) which lead to detrimental weld properties. Since FSW does not involve bulk melting of the components (the peak temperature in FSW is about 0.6–0.9 of the melting point of materials in degrees Kelvin) [1], it is among most convenient welding techniques for joining dissimilar materials. Given the many advantages including improved mechanical properties (tensile and fatigue), improved process robustness, lack of consumables, reduced health and environmental issues, and lower operating costs, FSW has gained significant interest in the automotive industries and manufactures [3]. In the automotive industries, the attention and application of FSW has been in three general areas. These include the joining of extruded parts to form “larger extrusions”, the joining of tailor welded blanks, and spot joining for various assembly applications. FSW offers numerous advantages and potential for cost reductions in each of these cases. However, cost-effective and reliable joints between light-weight materials will demand significant development and further consideration.
It worth mentioning that while FSW is a solid-state technique, using it to join dissimilar material with desperate melting points will always result in some melting [4], [5], [6], [7]. The present paper summarizes some of the recent advances that have been made in using FSW for dissimilar welding, in both spot joining and seam welding applications. The main advantage common to nearly all the techniques is that solid state processing limits the temperature rise within the weld region. This prevents the formation or growth of undesirable and brittle intermetallic compounds within the weld which deteriorate strength. Lower peak temperatures also minimize thermal distortion and residual stresses, which can often lead to the fracture of the joint immediately upon cooling of the weld in the case when intermetallics are present and cracks are formed in the joint. Some of the remaining challenges will also be highlighted in consideration of future applications for FSW.
2. Background
In the automotive industries one of the most important needs relate to joining of aluminum alloys with steels, and so it is useful to review joining of these materials using FSW technique. Two main factors influencing the performance of the joints between aluminum and steel during FSW are (i) the depth to which the pin of the FSW tool penetrates into steel plate, and (ii) the formation of brittle intermetallic compounds at the aluminum/steel interface. Movahedi et al. [8] studied the effect of tool travel and rotation speed on the FSW lap joint properties between 5083 aluminum and St-12 steel. They showed that the joint strength improves by decreasing the travel and increasing the rotation speed of the tool. Coelho et al. [9], [10] performed overlap FSW between Al 6181 and either HC340LA or DP600 steels, and used electron backscattered diffraction analysis to show that complex microstructures involving several zones were formed in the weld. Formation of complex intermetallic compounds is one of the key characteristics limiting successful joining, since joints may contain cracks, and have such severe embrittlement that even the thermal stresses produced during welding will lead to cracking at the interface of the materials.
Uzun et al. [11] studied the microstructure, hardness and fatigue properties of friction stir butt welded of aluminum 6013-T4 to X5CrNi18-10 stainless steel in order to gain a better understanding of how microstructures control joint properties. They characterized the microstructure the heat affected zone (HAZ) and thermo-mechanically affected zone (TMAZ) of both aluminum and steel, and found a good correlation between the hardness distribution and the welding zones. However, they did not consider the effect of process parameters on mechanical properties of joints. Chen et al. [12], [13], [14] investigated the friction stir lap welding of an AC4C cast aluminum alloy and a low carbon Zn coated steel and reported that welding speed is the main parameter affecting the tensile properties and fracture location of the joints. Elrefaey et al. [15]investigated the weldability of 1100 H24 aluminum alloy and uncoated and Zn coated steel in FSW, and noted that the Al joints with Zn coated steel exhibited considerably higher fracture load as compared with those involving uncoated steel. Chen and Nakata [12], Elrefaey et al. [15], and Kimapong and Watanabe [16] all reported that the performance of FSW dissimilar aluminum/steel joint depends heavily on the penetration depth of the FSW tool into the surface of the lower steel sheet. Haghshenas et al. [17] used friction stir welding for joining sheets of 5754 aluminum alloy to coated high strength steels (DP600 and 22MnB5) by promoting diffusion bonding in an overlap configuration. They showed that reducing the welding speed improves mechanical properties of the Al 5754/DP600 joints. However, this has a negligible effect on the strength of Al 5754/22MnB5 joints for travel speeds of 16 and 45 mm/min.
Ogura et al. [18] studied friction stir lap welding of A3003 aluminum alloy plate (thickness of 15 mm) and a commercial SUS304 steel plate (thickness of 12 mm). They found that the strength at the center region and on the advancing side of the weld was larger than on the retreating side. Kimpong and Watanabe [16] applied FSW in order to butt weld plates of 2 mm thickness SS400 mild steel and 5083 aluminum alloy using FSW. They studied the effect of pin rotation speed and pin offset toward the steel faying surface on the tensile strength and the structure of the joint. They found that an optimum pin rotating speed is required to make a sound joint. They also found that the maximum tensile strength is obtained by positioning the pin with an offset of 0.2 mm toward the steel plate. Das et al. [19] evaluated joint strength of friction stir lap joints between 6063 aluminum alloy (thickness of 3 mm) and a Zn coated HIF steel (thickness of 1 mm). They achieved failure load as high as 58% of the steel base metal, and stated that the joint strength depends on tool rotational speed, tool travel speed and energy input. Tanaka et al. [20] studied the post weld properties of dissimilar friction stir welding of mild steel and 7075 aluminum alloy. They comprehensively analyzed the relationship among the joint strength, the intermetallic compounds thickness, and the welding conditions. They showed that the weld strength increases exponentially with a decrease in the intermetallic compound thickness. Chen and Lin [21] studied the optimum conditions of friction stir welding of 6061 aluminum alloy and SS400 low carbon steel. They stated that the best optimum operation is the combination tool rotational speed, tool travel speed, the extent of tool tilting and the tool pin diameter. It was shown that the failure in the optimized welds occur due to tough shear fracture. Dehghani et al. [22] investigated various FSW parameters such as tool traverse speed, plunge depth, tilt angle and tool pin geometry on the formation of intermetallic compounds (IMCs), tunnel formation and tensile strength of 5186 aluminum alloy to St52 mild steel joints. It was noted that as the welding speed increased, the IMCs decreased and the joint exhibited high tensile strength up to 90% of aluminum base alloy strength. Selamat et al. [23]reported dissimilar joint (AA5083-AA6061) using 1000 rpm (rotational speed) and 100 mm/min (transverse speed). This study indicated that welding efficiency of the joint as 93% and 34% compared to AA6061 and AA5083 base material, respectively. Figner et al. [24] studied the effects of different spindle speeds and dwell times on microstructure and the mechanical properties of dissimilar FSSW of aluminum AA5754 and galvanized steel HX 340LAD. They figured out that zinc at the interface of aluminum and steel improves the bonding via the formation of thin intermetallic compounds with estimated composition of 40–42 wt% Fe and 58–60% Al which correspond with FeAl3 and Fe2Al5 phases.
Meinhardt et al. [25] studied fracture toughness in friction stir welding of UNS S32760 super duplex stainless steel and reported that fracture toughness of the base metal is strongly dependent on the direction of crack propagation in relation to the rolling direction. Lacki and Derlatka [26] and Lacki et al. [27]studied, through experimental and finite element simulations, aluminum, i.e.6061-T6 and 2024-T3 and D16UTW sheets, lap joints made by friction stir spot welding (FSSW). They observed strains concentration on the outer edge of the spots, between the inner surfaces of the sheets.
Recently Wang et al. [28] and Upadhyay et al. [29] assessed a derivative of friction stir welding, friction stir scribe welding, for dissimilar lap joining of aluminum and galvanized steel. They used a rotating tool with a cobalt steel scribe penetrating into aluminum first, as top material, and then scribe cutting the steel, bottom material. Through this interaction a characteristic hook, anchor, is produced which enhances the joint strength. They reported that welding parameters affect the welding features, including hook height, which turned out to be highly related to fracture position.
With the same token Patterson et al. [30] studied mechanical and microstructural characterizations, including crystallographic orientation, texture, grain size, and Vickers micro-hardness, of 6061 aluminum to RHA steel using the FSS technology. They observed micromechanical hooks as well as temperature-dependent diffusion of Al and Fe at the interface boundaries. They also observed distinct intermetallic layers with average thickness of 2 μm at the interface of aluminum and steel.
3. Friction stir spot welding (FSSW)
Although the dominant welding method for joining steel car bodies is resistance spot welding (RSW), it does not necessarily produce a robust joint to weld aluminum to steel. This is mainly attributed to the poor performance of the weld because of the formation of a thick intermetallic compound (IMC) reaction layer between the aluminum and steel during RSW.
A relatively new alternative technology for joining multi-material structures (i.e.aluminum to steel) is friction stir spot welding using a conventional (1-piece) tool design [31], [32], [33], [34], [35]. In this procedure, a tool made of refractory alloy (such as W-25Re or PCBN) is rotated and penetrated through the low melting point non-ferrous alloy located on the top of the lap weld, and the tool pin plunged through into the lower steel sheet. During the process, material from the lower steel sheet was extruded into the upper sheet material, and this displaced steel formed a hook or rivet-like mechanical joint, see Fig. 2. Metallurgical bonding in the Al/steel joint was formed through the generation of Al-Fe compounds, while Zn-Fe compounds facilitated bonding between the Mg/steel joint. Since magnesium and iron have very limited solid solubility, the presence of Zn in both the steel coating and in solution within the Mg alloyprovided an interfacial bonding layer. However, one should note that the cost of refractory tool materials such as W-25Re required for joining Al or Mg sheets to steel is rather high, and this tool was also prone to rapid wear. For example, it has been suggested that to compete with resistance spot welding of steels, it would be necessary to reduce the tool cost to less than $100 USD per tool, and the tool should survive at least 26,000 welds before replacement [36], and the current tool material options for tungsten or ceramic based tools are far from reaching these requirements. On the other hand, direct friction stir spot welding of Al to Mg alloys may be easily accomplished using a conventional tool made from H13 die steel; however, these joints exhibit poor mechanical properties. It was shown that this is due to the fact that energy generation is inhibited by the formation of melted eutectics based on Al-Mg compounds [37], and results in very small bonded regions around the stir zone.
 Fig. 2. Dissimilar friction stir spot welds between a) Al 6111 alloy and DP600 steel, and b) AM60 and DP600 steel, after Liyanage et al. [35].
Fig. 2. Dissimilar friction stir spot welds between a) Al 6111 alloy and DP600 steel, and b) AM60 and DP600 steel, after Liyanage et al. [35].An alternative to conventional friction stir spot welding is to avoid penetration into the lower steel sheet, as shown in Fig. 3. This has been implemented for the joining of aluminum alloy with steel in the rear deck-lid of the 2005 Mazda MX-5. In this work by Gendo et al. [38], the main finding was the observation that the joint formation was accommodated by diffusion of the coating layer from the steel surface into the aluminum alloy, and the joint properties were maximized when a low melting point coating alloy (Zn-11Al-3 Mg) was used. The overlap shear strengths using this approach could reach nearly 4 kN, which was within the required standard for resistance spot weld strength for the aluminum alloy studied. Although this provides reasonable strength, it should be noted that these joints were located in a point which did not provide structural crash resistance for the vehicle.
 Fig. 3. a) Schematic of friction stir spot welding driven diffusion bond formation between Al alloy and steel, and b) An optical micrograph of the cross section along the symmetry plane of an Al/Fe spot friction weld, after Tran and Pan [37], c) A lap-shear specimen with an Al/Fe spot friction weld.
Fig. 3. a) Schematic of friction stir spot welding driven diffusion bond formation between Al alloy and steel, and b) An optical micrograph of the cross section along the symmetry plane of an Al/Fe spot friction weld, after Tran and Pan [37], c) A lap-shear specimen with an Al/Fe spot friction weld.4. Refill FSSW
A different approach is the use of refill friction stir spot welding, in which the tool uses a pin and shoulder component which can move axially independent of each other, as shown in Fig. 4. This technique was originally patented by GKSS in Germany, and was mainly developed for the purpose of eliminating the indentation or dimple formed on the surface with conventional frictions stir spot welding (as shown in Fig. 2, Fig. 3). Recent studies have reported the application of this technique for joining aluminum alloys and steel [39], [40], [41], but perhaps the most interesting application relates to joining polymer composites to AZ31 magnesium (see Fig. 4e) [42].
 Fig. 4. Schematic of the refill friction stir spot welding a) through d) (after Tier et al., [29]), and (e) examples of application for joining glass fiber and carbon fiber reinforced polymers to AZ31 Mg alloy (after Amancio-Filho et al. [42]).
Fig. 4. Schematic of the refill friction stir spot welding a) through d) (after Tier et al., [29]), and (e) examples of application for joining glass fiber and carbon fiber reinforced polymers to AZ31 Mg alloy (after Amancio-Filho et al. [42]).Although the shear stresses at the bonded region could only reach between 20 and 28 MPa, this technology provides a viable alternative which exceeds the joint strengths achieved using adhesives. In addition, no pre-treatment of the surfaces was required to achieve these strengths, and this is a significant advantage for the rapid automotive production environment. Currently, there are many researchers examining the use of refill friction stir spot welding for dissimilar metal joining as well (such as various combinations of Al, Mg and steel alloys), however few direct comparisons of strength are available in the literature.
Recently Dong et al. [43] studied refilled friction stir spot lap joint between 1.0 mm thick AC 170 PX aluminum alloy and 1.2 mm thick ST06 Z galvanized steel sheets (Fig. 5). They successfully lap welded sheets by the refilled FSSW/sleeve plunging process (Fig. 6). The microstructure, composition, and fracture mode of the Al/steel joints was examined by electron probe microanalysis (EPMA), SEM, and XRD and it was observed that a zinc and oxygen rich layer in the interface formed on the aluminum alloy side along with ZnO phase on the fracture surface of aluminum and steel sides. Zones rich in Zn and O formed near the Al/steel interface (on the aluminum side) and a 0.68 μm thick intermetallic compound layer (FeAl3) was present at the interface of the sleeve-plunging zone (Fig. 7).
 Fig. 5. The cross-sectional view of ST06 Zn galvanized steel [43].
Fig. 5. The cross-sectional view of ST06 Zn galvanized steel [43]. Fig. 6. Photos of Refilled FSSWed joint between Novelist AC 170 PX aluminum alloy and ST06 Zn galvanized steel sheets [43].
Fig. 6. Photos of Refilled FSSWed joint between Novelist AC 170 PX aluminum alloy and ST06 Zn galvanized steel sheets [43]. Fig. 7. Magnified view and composition analysis of Al/steel interface in sleeve-plunging zone [43].
Fig. 7. Magnified view and composition analysis of Al/steel interface in sleeve-plunging zone [43].Ding et al. [44] successfully welded aluminum (AA5754-O) and Al-Si coated 22MnB5 steel using the refill FSSW process. They reported that intermetallic phases (Al7Fe2Si and Al5Fe2(Si)) in the Al/Si coating play key roles in the weld quality and strength. This was attributed as key factor controlling the strength of the joint, based on the presence of fine silicon particles, elimination of defects, and control of the intermetallics at the joint interface. Fig. 8 shows a typical macroscopic transverse cross-section of the AA5754 alloy and Al-Si coated steel lap joint produced using a plunge depth of 1.3 mm which was reported by Ding et al. [44].
 Fig. 8. a) optical micrographs of the weld cross section showing b) an HAZ-TMAZ-SZ intermixing transition region in rectangle region denoted by “A” in Fig. 8a, and microstructures of c) SZ at middle and d) BM, and the two enlarged SEM images of the both PMB structures e) at the left, and g) the right, and one image f) at the middle showing a very good bonding between Al alloy and Al-Si coating [44].
Fig. 8. a) optical micrographs of the weld cross section showing b) an HAZ-TMAZ-SZ intermixing transition region in rectangle region denoted by “A” in Fig. 8a, and microstructures of c) SZ at middle and d) BM, and the two enlarged SEM images of the both PMB structures e) at the left, and g) the right, and one image f) at the middle showing a very good bonding between Al alloy and Al-Si coating [44].5. Abrasion Circle FSSW (ABC-FSSW)
An interesting alternative of FSSW is abrasion circle FSSW which has been successfully adapted for rapid overlap welding of 1-mm thick 6111-T4 aluminum alloy to DC04 low carbon steel sheet [45]. In this process, in the overlap configuration, a tool with a pin is used to slightly penetrate the bottom steel sheet at it is plunged into the Al sheet. It then travels along a circular path, with a radius equivalent to the probe diameter, to obtain a continuous joining area (Fig. 9). The tool is then moved to the center of the circle and extracted to make an axisymmetric weld. It has been claimed that this process is an effective technique to create metallurgical bonds between dissimilar alloys, given that as the tool is translating through an orbital path, the probe can be used to clean the steel sheet over a swept area and expose new oxide-free surfaces on the steel during welding. The transmission electron microscopy investigation of the joint interface revealed no intermetallic reaction layer, which is due to the solid state nature of the process and rapid weld cycle (Fig. 10). The strong metallurgical bond and IMC free interface contribute to the feasibility of obtaining high weld strengths and failure energies.
 Fig. 9. (a) Schematic diagram of the orbital translation path used in abrasion circle friction spot welding, with an insert showing the tool and weld surface; (b) and (c) typical cross sections of welds for translation speeds of 60 and 600 mm min−1 (a rotation rate of 800 rpm, shoulder plunge depth of 0.1 mm and zero tilt angle) [45].
Fig. 9. (a) Schematic diagram of the orbital translation path used in abrasion circle friction spot welding, with an insert showing the tool and weld surface; (b) and (c) typical cross sections of welds for translation speeds of 60 and 600 mm min−1 (a rotation rate of 800 rpm, shoulder plunge depth of 0.1 mm and zero tilt angle) [45]. Fig. 10. TEM images from the weld interface (600 mm min−1 weld): (a) fine Al grain structures near the join line, (c) high magnification view of the interface showing no evidence of a continuous IMC layer (d) HAADF image of wear debris present in the Al with an EDS line scan across a typical wear-particle (white dashed line) [45].
Fig. 10. TEM images from the weld interface (600 mm min−1 weld): (a) fine Al grain structures near the join line, (c) high magnification view of the interface showing no evidence of a continuous IMC layer (d) HAADF image of wear debris present in the Al with an EDS line scan across a typical wear-particle (white dashed line) [45].6. Friction rivet welding
Another alternative technique which has been examined in the US and Europe is the use of frictionally welded rivets, as summarized in Fig. 11. This process could strictly be considered as a modification of radial friction welding; however, there is clearly a similarity to FSW and corresponding benefits as a consequence of solid state welding at low temperatures. The process has been demonstrated by Miles et al. [46] for joining of Al 5754 to high strength steel, and offers a major advantage in that tool wear no longer has to be considered since the friction bit is consumed. However, this requires more operating costs for consumables compared to the friction stir spot welding processes which is autogenous. Nevertheless, the joint strengths can be exceptionally high using the friction bit technique, since the flange dimensions of the bit can be varied, so that a large contact area distributes the load on the upper aluminum sheet. This allows shear strengths of 6.4 kN to be achieved, which exceeded that of comparable self-piercing rivet joints. However, it should be noted that, as the steel strengths have increased to over 980 MPa, self-piercing rivets become exceptionally difficult to utilize since the rivet materials cannot maintain sufficient strength to plastically deform into the lower sheet. This has motivated the research into the friction rivet based technique even further, since radial friction welding is still feasible even with hot stamped sheet materials which achieve a tensile strength of 1500 MPa. Fig. 12 shows the cross section of the weld achieved by Miles et al. [46] in joining AA 5754-O aluminum and DP 980 steel.
