1. Introduction
In recent times, there has been an ever-increasing demand for microfabricationtechnologies to cater to the drive toward miniaturization that is occurring in several sectors, including the electronics, medical, automotive, biotechnology, energy, communications, and optics [1]. Numerous products and components, including micro-actuators, micro-mechanical devices, sensors and probes, microfluidic components, medical implants, micro-switches, optical devices, memory chips, micro-motors, magnetic hard drive heads, computer processors, inkjet printing heads, lead frames, electrical connectors, micro fuel cells and, most importantly, micro-electromechanical systems (MEMS) devices, are made by means of microfabrication techniques. Microscale manufacturing processesare generally classified into MEMS-based (or lithography-based) and non-MEMS-based (or non-lithography-based) processes. The utilization of metallic materials in microcomponents has gained momentum, largely due to the applicability resulting from their mechanical and electrical properties (i.e., strength, ductility, electrical conductivity, etc.) [2]. The processing of metals in microfabrication is commonly achieved through non-lithography-based techniques such as machining, forming, and joining [3]. Traditional micromanufacturing methods have one or more of the following limitations: difficulty in fabricating complex shapes, material limitations, tooling-related issues, inability to perform real three-dimensional (3D) fabrication, and so forth.
The development of additive manufacturing (AM) technology over the past two decades has opened up new horizons in metal fabrication, given the ability of AM to realize any complex geometry [4], [5]. AM consolidates powder or wire feedstock into a final product in a layer-by-layer manner. AM processes start with 3D modeling of the desired component, which is then sliced into different two-dimensional (2D) layers. The feedstock is then deposited, followed by the selective addition of every layer using an energy source [6]. AM techniques are commonly classified into seven categories: material extrusion, vat photopolymerization, material jetting, binder jetting, sheet lamination, directed energy deposition (DED), and powder-bed fusion (PBF) [7]. Material extrusion, vat photopolymerization, and material jetting are generally used for non-metallic materials. Sheet lamination is capable of processing metals, based on the precision slicing of metal sheets with subsequent stacking using bonding, welding, or ultrasonic consolidation [8]. However, binder jetting, DED, and PBF have been identified as the most suitable processes to process metals [6], [7], [9]. Binder jetting works by depositing binder adhesive on metal powder, followed by curing to form a “green” part [10]. The final part is achieved by sintering the green part with an optional infiltration of another material or of nanoparticles of the same metal. Mandatory heat treatment and high porosity are the common limitations of the binder jet process, as they hinder its ability to be applicable at the microscale [11]. DED—which is also known as laser cladding, laser metal deposition (LMD), and laser-engineered net spacing (LENS)—is another significant AM process used to fabricate metal components [12]. In DED, the feedstock is directly deposited into the melt pool, which is created by a focused energy source. The feedstock can either be powder or wire, where powder-fed DED typically has better resolution than wire-fed DED [7]. Since DED produces only near-net shapes, further post-processing is necessary. PBF is typically preferred for manufacturing small components that require a good surface finish, as PBF demonstrates better resolution than DED [4]. PBF generally has a smaller melt pool and layer thickness, resulting in better resolution and surface finish. PBF processes involve the selective melting or sintering of a layer of powder using an energy source. Electron beam and laser beam are the two main energy sources used in PBF processes—that is, in electron beam melting (EBM) and in selective laser melting (SLM)/selective laser sintering (SLS), respectively. In addition, SLM is capable to produce components with mechanical properties that are comparable to that of the traditional manufacturing processes [13].
Even though metallic AM has already been commercialized for various applications in the biomedical and aerospace sectors, including the production and repair of aerospace components [5], the application of AM has been limited to macroscale and mesoscale fabrication. AM techniques for microscale fabrication are only recently being developed for the production of 3D microfeatures on a variety of materials including ceramics, polymers, and metals [14]. The following section focuses on past AM approaches for fabricating metallic microcomponents.
2. Micro metallic AM
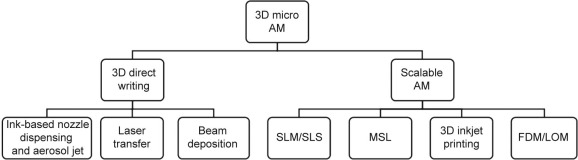
AM at the microscale and nanoscale has attracted attention in recent years, as is evident from the emergence of review papers of corresponding techniques [14], [15], [16]. Engstrom et al. [15] published a review of additive nanomanufacturing (ANM) techniques that produce final parts with a resolution of sub-100 nm using various materials including metals, polymers, and organic molecules. The review by Hirt et al. [16] focused exclusively on micro AM techniques for metals, which are classified into metal transfer and in situ synthesis techniques. By definition, the benchmark feature size for micro AM techniques is described as 10 µm. Vaezi et al. [14] classified 3D micro AM techniques into two main categories—namely, 3D direct writing and scalable AM—as illustrated in Fig. 1. 3D direct writing is comprised of ink-based nozzle dispensing and aerosol jet techniques, laser transfer techniques, and beam deposition methods such as laser chemical vapor deposition (LCVD), focused ion beam (FIB) writing, and electron beam (EB) writing. Although the direct writing process typically has a high resolution that is suitable for nanoscale fabrication, the processing has been highly complex and slow [15], [16]. In the category of scalable AM techniques, micro-stereolithography (MSL) has been the most successful micro AM technique due to its high resolution and repeatability, although it is limited by the choice of materials [17]. Fused deposition modeling (FDM) and laminated object manufacturing (LOM) techniques have difficulties in processing metals, besides their limitation to achieve high feature resolution. While metal inks have been used in inkjet printing [18], this method is still strongly restricted to non-metals. 3D printing (3DP)/binder jet printing (BJP) shows promise in terms of multi-material printing and cold processing, but the printed parts typically have high porosity [19].
 Fig. 1. Major classification of AM techniques for microscale fabrication. MSL: micro-stereolithography; FDM: fused deposition modeling; LOM: laminated object manufacturing. Reproduced from Ref. [14] with permission of Springer-Verlag London, © 2012.
Fig. 1. Major classification of AM techniques for microscale fabrication. MSL: micro-stereolithography; FDM: fused deposition modeling; LOM: laminated object manufacturing. Reproduced from Ref. [14] with permission of Springer-Verlag London, © 2012.For processing metals without any resins (as in MSL) or binders (as in 3DP or BJP), SLM and SLS—that is, powder-bed-based layer-by-layer melting or sintering using lasers—have demonstrated potential due to their ability to fabricate true 3D microparts with high resolution [14], [20]. The vast amount of available knowledge on the use of SLM and SLS in macroscale processing could be used to scale down the technique to the microscale. This review focuses exclusively on SLM and SLS for the fabrication of microscale features. The difference between SLM and SLS lies in the degree of melting [6]. SLM achieves complete melting of the powder, whereas SLS only sinters—or partially melts—the powder. With the exception of the full or partial melting of powder particles, there is no difference between SLM and SLS in terms of process setup and mechanisms. Therefore, in this paper, SLM and SLS are considered to be identical for the purpose of comparing process components and parameters. The discussion on the powder-recoating system and hybrid processing in the later sections can also be applied to the miniaturization of other PBFtechniques.
3. Selective laser melting
Fig. 2 shows a schematic of the SLM process setup. In SLM and SLS, a layer of powder is first spread on the build substrate. The laser beam melts or sinters the powder according to the required geometry. The recoater then applies the next layer of powder over the solidified part, followed by further laser melting/sintering. The heating and cooling rates are very high during the SLM process due to the short interaction time between the laser source and the powder. Since the resultant melt pool geometry significantly influences the microstructure features, the mechanical properties of the fabricated part differ from those of conventional processes [13]. Detailed reviews of the process mechanisms during SLM can be found elsewhere, in Refs. [6], [7], [21]. The final quality of the SLM parts is influenced by a large number of process parameters due to the complex system and mechanisms involved [22], [23], [24], [25], [26], [27], [28], [29].
 Fig. 2. Schematic of the SLM process.
Fig. 2. Schematic of the SLM process.The SLM process parameters can be classified roughly into powder-related, laser-related, and powder-bed-related variables according to the properties, as illustrated in Fig. 3. Most of the powder-related process parameters, such as the chemical composition, size and shape of the particles, and surface morphology, are invariants in an actual production environment [7]. The parameters related to laser systems that influence the SLM process include the laser type (i.e., continuous wave (CW) or pulsed), laser power, and spot size. The scanning parameters—such as scanning strategy, hatch spacing, and scanning speed—significantly affect the SLM built part characteristics [30]. The third classification of SLM process parameters is powder-bed characteristics. In most powder-bed processes, the powder is applied onto the building platform by means of a raking mechanism, which is also known as recoating. The efficiency of the powder delivery system is influenced by a number of parameters, including the recoater type, number of recoating passes, amount of retrieved powder during each pass and—most importantly—powder properties. The thickness of the recoating layer is one of the significant process parameters that control the part properties. Layer thickness, particle size distribution (PSD), and laser parameters influence the laser–material interaction and hence the melt pool characteristics.
 Fig. 3. Summary of SLM process parameters.
Fig. 3. Summary of SLM process parameters.The characteristics of AM components made using SLM are typically evaluated through a number of process outcomes, depending on the application. Fig. 4summarizes some of the important features of SLM-fabricated parts. As in any conventional process, the feature resolution, surface finish, mechanical properties, and microstructure are characterized in order to evaluate the quality of the final built part and thereby the SLM process. Fig. 5 illustrates the different possible defects that may occur in SLM. The formation of defects is essentially dependent on the process variables, which need to be optimized in order to fabricate defect-free components. A detailed review of the defects in AM processes is available elsewhere [7].
 Fig. 4. Summary of SLM process output characteristics.
Fig. 4. Summary of SLM process output characteristics. Fig. 5. Typical SLM process defects.
Fig. 5. Typical SLM process defects.4. Micro selective laser melting
Commercial SLM systems generally employ powder particle sizes of 20–50 µm and a layer thickness ranging from 20 to 100 µm. The effort to scale down conventional SLM in order to increase the feature resolution involves three main factors: laser beam diameter, layer thickness, and particle size, as illustrated in Fig. 6. Fischer et al. [31] defined the scale of micro SLM to be the following: a laser beam diameter < 40 µm, a layer thickness < 10 µm, and a particle size < 10 µm.
 Fig. 6. Requirements for the SLM of microscale features.
Fig. 6. Requirements for the SLM of microscale features.4.1. Current state of the art
The first micro SLS system—known as laser micro sintering—was developed more than a decade ago at the Laserinstitut Mittelsachsen e.V. [32] using a Q-switched neodymium-doped yttrium aluminum garnet (Nd:YAG) laser (0.5 to 2 kW). This system involves a special raking procedure that applies a thick layer of powder first, which is successively sheared off from opposite directions to produce a thin layer. The drives for the powder dispenser and building platform have a resolution of 0.1 µm in order to control the layer thickness with sub-micrometer accuracy. With this first approach, the microparts that were fabricated had a structural resolution of less than 30 µm and an aspect ratio greater than 10, with a surface roughness of 5 µm. Various metals including tungsten (W), aluminum (Al), copper (Cu), and silver (Ag), with an average powder particle size ranging from 0.3 to 10 µm, were tested for this study, as shown in Fig. 7 [20], [33], [34]. Fig. 7(a) [33] shows one of the initial features built by this setup using 300 nm tungsten powder. Although the exposure of the powder to a vacuum of 10−3 Pa produced better raking, the powder-bed density (PBD) after raking was still around 15%. A maximum part density of 90% after sintering was observed with a W and Cu powder mixture.
 Fig. 7. Fabrication of microfeatures by laser micro sintering. (a) Sintered test structures made of tungsten powder (300 nm size); (b) three nested hollow spheres; (c) concentric rings; (d) laser sintering of multi-materials (Cu and Ag). (a) and (d) are reproduced from Ref. [33] with permission of Emerald Group Publishing Limited, © 2007; (b) is reproduced from Ref. [20] with permission of WILEY-VCH Verlag GmbH & Co. KGaA, © 2007; (c) is reproduced from Ref. [34]with permission of Emerald Group Publishing Limited, © 2005.
Fig. 7. Fabrication of microfeatures by laser micro sintering. (a) Sintered test structures made of tungsten powder (300 nm size); (b) three nested hollow spheres; (c) concentric rings; (d) laser sintering of multi-materials (Cu and Ag). (a) and (d) are reproduced from Ref. [33] with permission of Emerald Group Publishing Limited, © 2007; (b) is reproduced from Ref. [20] with permission of WILEY-VCH Verlag GmbH & Co. KGaA, © 2007; (c) is reproduced from Ref. [34]with permission of Emerald Group Publishing Limited, © 2005.The same research group has developed an improved system involving two rakes with a circular cross-section to spread the powder [20], [35]. Figs. 7(b)–(d) [20], [33], [34] show the different feature shapes that have been fabricated with this modified setup. The difference lies in the powder-recoating mechanism, as the rakes traverse in a circular motion between the powder reservoir and the building platform. Metal cylinders with a sharpened edge are used as the rake blade. This design with two or more rakes facilitates built parts with multiple materials or a grain size gradient along the part thickness, as shown in Fig. 7(d). In addition to raking, the recoating system can be used to manually compact the powder by pressure. With this unique setup, microparts of various metals including tungsten, aluminum, copper, silver, 316L, molybdenum (Mo), titanium (Ti), and 80Ni20Cr can be produced using laser micro sintering. After continuous improvement of the process characteristics, the laser micro sintering of metals has yielded a minimum resolution of 15 µm and a surface roughness of 1.5 µm. A maximum part density of 98% and 95% was reported for oxide ceramics and alloys, respectively [36].
Gieseke et al. [37], [38] developed a micro SLM system in 2013 to produce American Iron and Steel Institute (AISI) 316L hollow microneedles with a minimum wall thickness of 50 µm. The laser spot diameter was scaled down to 19.4 µm in order to achieve fine features. A particle size ranging from 5 to 25 µm was used to build needles with an inner diameter of 160 µm using a layer thickness of 20 µm. Despite the combination of fine spot size and finer powders, the surface roughness of the built parts was poor (Ra ≈ 8 µm). Agglomeration of fine powder could have resulted in non-uniform powder spreading, which would explain the poor finish. A significant powder adherence occurred along the wall due to the high energy input. More complex helix shapes with a minimum strut diameter of 60 µm were also produced, albeit with the occurrence of partial strut failure [38]. The same research group [39] fabricated parts using shape memory alloys (Ni–Ti), as shown in Fig. 8(a), with a resolution of 50 µm at a lower laser power and higher scanning speed. Yadroitsev and Bertrand [40] used a commercial system, PM 100, to fabricate microfluidic systems made of stainless steel (SS) 904L, as shown in Fig. 8(b). The spot size and layer thickness were 70 and 5 µm, respectively. Fully functional parts of 100–500 µm with structural elements of 20 µm were produced. It is worth noting that the spot size was still large and the surface roughness was poor.
 Fig. 8. Parts fabricated using micro SLM. (a) Ni–Ti micro actuators; (b) top view of SS 904L microfluidic systems, the insert image is its internal structure. (a) is reproduced from Ref. [39] with permission of Elsevier B.V., © 2010; (b) is reproduced from Ref. [40] with permission of DAAAM International, © 2010.
Fig. 8. Parts fabricated using micro SLM. (a) Ni–Ti micro actuators; (b) top view of SS 904L microfluidic systems, the insert image is its internal structure. (a) is reproduced from Ref. [39] with permission of Elsevier B.V., © 2010; (b) is reproduced from Ref. [40] with permission of DAAAM International, © 2010.In 2014, Fischer et al. [31] investigated the process parameters of micro SLM using an EOSINT µ60 system. The minimum roughness and the maximum feature resolution achieved were 7.3 and 57 µm, respectively. A maximum relative density of 99.32% was attained for the SLM of cuboidal structures. Despite a relatively finer powder of 3.5 µm, the achieved resolution is not sufficient for the dimensional specifications of microcomponents. Abele and Kniepkamp [41] further improved the surface quality of the parts fabricated by micro SLM by using the contour-scanning strategy. A minimum surface roughness of 1.69 µm was achieved along the walls parallel to the building direction. Kniepkamp et al. [42] also reported on the fabrication of micro SLM parts with a top surface roughness of less than 1 µm, using parametric optimization. Very recently, Roberts and Tien [43] reported on the fabrication of SS microelectrode arrays using micro SLS with a vertical and lateral resolutionof 5 and 30 µm, respectively.
The latest effort in micro AM is from the University of Texas at Austin [44], [45], where a micro SLS system composed of an ultrafast laser, a micro-mirror-based optical system, substrate heating, and a precise recoating system has been developed to achieve a feature resolution of 1 µm. Three significant modifications to typical SLS systems have been performed:
• A new spreader design has been incorporated, which includes a combination of a precision blade and a precision roller. The roller is attached with a linear voice coil actuator to provide very low amplitude high-frequency vibration. With the new setup, vibration compaction is included to achieve fine layers of a few micrometers.
• The galvanometric mirrors commonly used in SLM machines have been replaced with digital micro-mirror devices (DMDs) in this system to increase the system throughput.
• Additional focusing optics have been added to achieve a spot size of 1 µm. In addition, a linear actuating system for displacing the powder bed with a resolution of a few tens of nanometers has been implemented.
Despite the inclusion of a vibrating roller as the powder spreader in the SLS system [45], agglomeration of the powder particles was still observed. Two modifications to the micro SLS system have been implemented: ① replacing dry powder with nanoparticle inks, and ② changing the particle-dispensing mechanism from traditional blade/rollers to slot die- or spin-coating techniques. In the improved setup, the micro SLS design was changed to include a slot die-coating mechanism, due to its flexibility. Slot die coating is capable of depositing a wide range of thicknesses ranging from 20 nm to 150 µm through precise metering and controlled dispensing [44]. In addition, a precise nanopositioning stage using voice coil actuators was used to achieve fine precision. However, this system was only applicable for slurries or inks, due to nanoparticle agglomeration of the fine dry powder caused by van der Waals forces [46].
Table 1 [31], [32], [35], [37], [38], [42], [43] summarizes the research works that have been carried out on the use of micro SLM/SLS to process metallic materials. It is worth noting that both CW and pulsed lasers are being used in micro SLM systems, which is different from the prominent use of CW lasers in conventional SLM systems. Regenfuss et al. [33] initially used a Q-switched pulsed laser for a laser micro sintering setup. The Q-switched laser was shown to be effective for the following reasons: ① an increase in part resolution; ② a reduction in residual stress; ③ a reduction in oxidation effect, possibly due to gas or plasma expansion, which provided a shielding effect; ④ the elimination of issues such as poor substrate–part adherence and material sublimation at low pressure, which typically occur with the sintering of sub-micrometer powders using a CW laser; and ⑤ suitability to process dielectrics. The pulsed lasers produced narrow and deep cut-ins, frozen jets, and flattened craters due to a higher laser intensity in comparison with the CW lasers. However, the pulsed laser resulted in a poor surface finish, irregular tracks, and balling, due to an unstable melt pool. Ke et al. [47] compared CW and pulsed laser modes in the laser micro sintering of fine nickel (Ni) powder with a mean particle size of 4 µm. It was reported that the CW laser resulted in a more pronounced balling phenomenon than the pulsed laser; use of the latter reduced the balling due to the flattening effect by the plasma and the rapid cooling rate. Moreover, the pulsed laser was observed to result in a better wettability. However, the single tracks produced by the pulsed laser had corrugation, trench formation, and poor surface finish. Similarly, Kniepkamp et al. [42] reported on the poor surface finish and discontinuous tracks that occurred when using the pulsed mode of a 50 W fiber laser. Fischer et al. [31] observed that the pulsed laser could not produce homogenous single tracks without defects, despite testing a wide range of laser powers and pulse repetition rates. In addition to its use with metals, a pulsed wave laser in micro SLS has been tested with ceramics and was found to be effective [48]. The Q-switched pulsed laser produced better resolution than the CW laser for ceramic materials, due to the non-accumulation of heat with the pulsed laser. Despite the successful sintering of certain metallic and ceramic materials using a laser micro sintering setup with Q-switched pulsed lasers, it can be perceived that pulsed lasers in micro SLM still possess limitations in terms of surface finish, melt pool stability, and defects. These limitations—along with the wide application of CW lasers in conventional SLM—could be the reason why most recent research works in this field have been carried out using CW lasers.
Table 1. Literature review of SLM/SLS techniques for microscale fabrication.
| Specifications | Regenfuss et al. [32] | Streek et al. [35] | Gieseke et al. [37], [38] | Fischer et al. [31], [42] | Roberts and Tien [43] |
|---|---|---|---|---|---|
| Structural resolution (μm) | < 30 | 15 | < 50 | < 40 | 30 |
| Aspect ratio | > 10 | NS | 30:1 | 262 | NS |
| Layer thickness (μm) | NS | 1–10 m | 20 m | 7 m | 5 |
| Surface roughness (μm) | < 3.5 | 1.5–3.5 | 8 | > 7.29 | 5 |
| Laser specifications |
Nd:YAG laser (CW) Power: 0.1–10 W Freq: 0.5–50 kHz |
Nd:YAG laser (pulsed) |
Fiber laser Power: 25 W/50 W |
Pulsed laser Power: 30 W Freq: 1 kHz–1 MHz |
NS |
| Spot size (μm) | 25 | 25 | 19.4 | 30 | 30 |
| Material | W, Al, Cu, Ag | W, Al, Cu, Ag, 316L, Mo, Ti, 80Ni20Cr | SS 316L | SS 316L | 316L and 17-4PH |
| Powder particle size (μm) | 0.3–10 | 1–10 | 5–25 | 3.5 | D90: 6 |
| Environment | Vacuum (10−3Pa) or reduced shield gas pressures (104–105 Pa) | Vacuum (10−3 Pa) | O2 < 300 ppm | Argon (O2 & H2O < 10 ppm) | Argon (O2 & H2O < 1 ppm) |
| Machine | Customized | Customized | NS | EOSINT µ60 | DMP50GP |
NS: not specified; Freq: frequency; D90: the diameter of the particle that 90% of the particle distribution is below this value.
It should be noted that research efforts on micro SLM have been quite limited, and that this is disproportionate to the general enthusiasm that exists for the field of conventional macroscale SLM. For conventional SLM, the effects of various process parameters (as illustrated in Fig. 3) on the process characteristics have been widely reported in the literature [13], [23], [25], [27], [49], [50]. Although micro SLM process parameters are expected to exhibit a significant influence on the process outcomes, including feature resolution, defects, surface finish, and microstructure, there are limited parametric studieson micro SLM available in the literature. Kniepkamp et al. [42] reported on the increase in the dimensional accuracy of certain part features with a reduction in laser power during the micro SLM of 316L powder. Fischer et al. [31] studied the formation of single tracks and bulk features using the micro SLM of 316L powder over a range of scanning speeds and laser powers, and the process window for homogeneous tracks and dense cuboids was identified. Abele and Kniepkamp [41] investigated the effects of the contour-scanning strategy, laser power, and scanning speed on the surface roughness and morphology of the vertical walls during the micro SLM of 316L powders. Contour scanning reduced the vertical surface roughness of the parts at the optimized exposure parameters. Despite these efforts, none of the previous research works on micro SLM/SLS have reported on the mechanical properties, microstructure, or residual stress profile of the fabricated features. Since the focus of those works was primarily on achieving fine dense features with a smooth surface, only characteristics such as feature resolution, part density, and surface finish were reported. Most of the components fabricated by means of conventional SLM have structural applications in which the mechanical properties and microstructural factors such as grain morphology and crystallographic textureare significant. Since the parts fabricated by means of micro SLM might also have requirements for the mechanical properties, residual stress, and microstructure, it is essential to understand the underlying behavior of the process.
Microstructure formation in SLM is influenced by a number of mechanisms including heat transfer, thermophysical properties of the materials, and phase transformations [51]. The mode of solidification and the resultant microstructure are controlled by the temperature gradient (G) and the liquid–solid interface velocity (i.e., solidification rate, R) of the melt pool, which are represented through solidification maps (G vs. R maps) [21]. The solidification modes are equiaxed dendritic, columnar dendritic, cellular, and planar. The commonly observed microstructure in SLM has been found to be columnar dendritic, as AM processes typically undergo rapid heating, solidification, and reheating during the melting of adjacent layers [7], [11], [21], [51]. The predominant formation of columnar dendrites in SLM can be attributed to the large temperature gradient along the building direction [11]. The resulting microstructure in SLM is mainly controlled by process variables such as laser power, scanning speed, and scanning strategy, although a number of other factors including elemental composition, building direction, and part geometry also play a role [51]. Despite a vast quantity of literature being available on the resultant microstructure in conventional SLM, there have been no similar studies reported for micro SLM. In recent times, attempts have been made to investigate the effect of laser spot size (see Section 4.2) by defocusing the beam in PBF processes such as EBM and SLM. Al-Bermani [52] reported that defocusing the electron beam by changing the focus offset significantly influenced the melt pool morphology during the EBM of SS. A similar approach by Phan et al. [53] using a narrowly focused beam in the EBM of a cobalt (Co)-based alloy resulted in horizontal dendrites restricting the growth of typical columnar dendrites. McLouth et al. [54] studied the laser beam focus shift in the SLM of IN718, and observed that a smaller spot size produced finer and equiaxed microstructures due to higher power density. In our recent study on the single-track formation of 316L powder in micro SLM, the observed molten-pool morphology of a “double-crest” surface was quite different from that of the single tracks formed during macroscale SLM, due to the fine laser spot size in our research [55]. The above-mentioned research on defocusing effects indicates that the laser spot size may play a significant role in the process characteristics of micro SLM. Due to the finer spot size, smaller layer thickness, and finer powders in micro SLM, the microstructure formation is expected to differ from that of conventional SLM. Furthermore, as micro SLM involves a fine spot size, the temperature gradient and the solidification rate are expected to be higher, which may lead to faster cooling rates and hence to finer dendrites. Nevertheless, it is difficult to predict the microstructure of micro SLM, as it depends upon a number of factors involving complex mechanisms. The mechanical behavior of parts fabricated by means of conventional SLM, including the hardness, tensile, and fatigue properties of various materials, has been widely reported [11], [25], [50], [56], [57]. However, the mechanical properties of micro SLM parts have barely been investigated in the literature. The mechanical properties are typically influenced by defects, microstructure, residual stress, and post-heat treatment [7].
According to published reviews related to SLM or PBF in general, the following post-processing heat treatments are commonly used: stress relieving, aging, solution treating, and hot isostatic pressing (HIP) [7]. The motivation for heat treatment is to reduce or eliminate defects, control the microstructure, improve the properties, and relieve residual stresses [21], [56], [58]. HIP is typically used to close internal pores and cracks, whereas recrystallization refines the microstructure to equiaxed fine grains and aging controls precipitate formation [7], [21]. Since SLM produces microstructures that are different from those formed by traditional processes, the heat treatment strategy is different as well [59], [60], [61], [62]. As discussed earlier, micro SLM may result in microstructures that differ from those formed by conventional SLM due to the extremely fine spot size. Through suitable heat treatment, the microstructure is expected to be controlled while improving the mechanical properties. As the post-heat treatment for SLM components depends on a number of factors, including the initial microstructure, defects, residual stress, elemental composition, and desired output characteristics, it is challenging to predict a suitable heat treatment for micro SLM. Thus, future studies on the heat treatment of micro SLM will be very valuable, as they will bring significant opportunities to broaden relevant applications. First, however, it is necessary to understand the microstructure characteristics, such as grain morphology and phase formation, that are created by the micro SLM of various materials in order to identify optimized post-processing heat treatments.
Table 2 [63], [64], [65], [66], [67], [68] compares various characteristics of commercially available AM systems for micromanufacturing in terms of the build volume, achievable layer thickness, laser specifications, laser spot size, recoating system, processing materials, and so on. The first commercial system for micro SLS was built over a patent [69] based on laser micro sintering [20], [33]. The micro SLS process was commercialized as “EOSINT μ60” by 3D MicroPrint GmbH, a company founded by 3D-Micromac AG and EOS GmbH exclusively to develop micro SLS systems for metallic microfabrication. It can be seen in Table 2 that the existing commercial systems have a laser spot size greater than or equal to 20 µm. It should be noted that this laser spot size must be reduced significantly in order to build precise parts. As the SLM/SLS process builds parts in a layer-by-layer fashion, it is necessary to achieve as small a layer thickness as possible in order to reduce the feature resolution. With the exception of EOSINT μ60, the other existing micro SLS systems typically produce a layer thickness between 10 and 50 µm, which cannot be used to achieve microfeatures with sub-micrometer dimensions. Despite different efforts to use various types of recoating systems, the commercial systems use either a blade or roller system, which is similar to macroscale SLM systems. The ability to reduce the layer thickness is correlated to the size of the powder used. Conventional SLM/SLS typically uses powders of 20–50 µm diameter, whereas micro SLS processes require particles with a diameter much smaller than 10 µm.
Table 2. Benchmarking of commercially available AM systems for micromanufacturing.
| DMP64/EOSINT μ60 [63] | REALizer SLM 50/SLM 100 [64] | PRECIOUS M 080 [65] | MYSINT100 [66] | TruPrint 1000 [67] | ProX DMP 100 [68] | |
|---|---|---|---|---|---|---|
| Manufacturer | 3D MicroPrint GmbH | Realizer GmbH | EOS GmbH | Sisma SpA | TRUMPF | 3D Systems, Inc. |
| Build volume (mm) | L60 × W60 × H30 | ϕ70 × H40 | ϕ80 × H95 | ϕ100 × H100 | ϕ100 × H100 | L100 × W100 × H100 |
| Layer thickness (µm) | 1–5 | 20–50 | 30 | 20–40 | 10–50 | NS |
| Laser specifications | Fiber laser; 50 W | Fiber laser; 20–120 W | Yb-fiber laser; 100 W | Fiber laser; 200 W | Fiber laser; 200 W | Fiber laser; 50 W |
| Laser spot size (µm) | < 30 | ∼20 | < 30 | 55/30 | 55 | NS |
| Recoating system | Blade | Blade | Blade | Blade | Blade | Roller |
| Materials | SS, Ti, Mo, Al |
CoCr, SS 316L, Ag, Au, Pd, Ti alloys |
Ag, Au, Pd, Pt alloys | Precious metals, bronze, CoCr, SS, maraging steel, Ni alloys | SS, tool steel, CoCr, Al, Ni alloys, Ti, precious metals, bronze | CoCr, SS 17-4PH |
| Control environment | Argon | Argon | NS | Nitrogen, argon | Nitrogen, argon | Nitrogen, argon |
| Industry | Medical, jewelry, mechatronics, mold making, automotive | Jewelry, precision engineering | Watches, jewelry | Precious metal, jewelry | Medicine, dental, aerospace, energy, automotive | Precision engineering, research and development |
Recently, the authors (i.e., Singapore Institute of Manufacturing Technology, SIMTech) developed an in-house micro SLM system (Fig. 9(a)) with a fine laser spot size and a novel powder-recoating system with the ability to handle fine powders. Initial experimental results using SS 316L powders (D50 ≈ 10 µm, in which D50 is the diameter of the particle that 50% of the particle distribution is below this value) demonstrate that the developed micro SLM system is capable of producing microfeatures with a fine surface finish. Various trials were conducted to validate the system by varying the laser power, scanning strategy, scanning speed, and hatching density. Fig. 9(b) shows various features that were fabricated using the micro SLM system with the following process parameters: a layer thickness of 10 µm, spot size of 15 µm, laser power of 50 W, scanning speed of 800–1400 mm·s−1, and hatch spacing of 10 µm. At present, a minimum feature size of 60 µm and a minimum surface roughness (Ra) of 1.3 µm can be achieved. However, the system is capable of handling sub-micrometer and nanoscale powders to produce a layer thickness of 1 µm. With a further reduction in the layer thickness and powder particle size, a much finer feature resolution (< 15 µm) and a surface roughness of less than 1 µm could be achieved using the developed system.
 Fig. 9. (a) Micro SLM system developed by SIMTech; (b) various fabricated features using micro SLM; (c) scanning electron microscope (SEM) images of feature top surfaces.
Fig. 9. (a) Micro SLM system developed by SIMTech; (b) various fabricated features using micro SLM; (c) scanning electron microscope (SEM) images of feature top surfaces.Scaling down from conventional to micro SLM efforts necessitates certain considerations, which can be classified into ① equipment-related, ② process-related, and ③ post-treatment factors. Most of the process mechanisms and the effects of process parameters can be read across the scales. A fine spot size and particle size will naturally reduce the layer thickness and hatch spacing, leading to an increased process cycle time. Streek et al. [35] reported a 12-fold increase in the processing time of laser micro sintering to print the same component when the layer thickness and particle size were reduced by an order of magnitude. With the application of fine spots at microscales, the power density will be much higher. Therefore, the process throughput might be increased by using reduced laser power and/or faster scanning. Support structure design is another concern with micro SLM, as removing the structures is difficult and might affect the part dimensions. Similarly, preheating could be an issue in the case of high-aspect-ratio thin walls, especially when building support structures has been a difficulty.
Equipment-related scaling factors include the building platform, optical system, powder recoating, powder handling, and powder recycling. The size of the building platform and hence the entire equipment footprint is smaller for micro SLM systems. In order to satisfy one of the major requirements of achieving a fine spot size, the optical units must be modified, which will be described in Section 4.2. Another important requirement for micro SLM is achieving a smaller layer thickness, which can be realized by precision drives for the powder dispensing and building platform. The major equipment-related issues with the scaling down have been the need to use fine powders of the sub-micrometer scale or even nanoscale. Since the exposure of fine nanopowders to the environment carries safety and health hazards, it is advisable to minimize the manual handling of such powders. It is of the utmost necessity to provide a tight enclosure to the building chamber, as for any SLM machines. The effect of the powder particle size and the recoating system will be discussed in 4.3 Powders, 4.4 Powder-recoating system, respectively. Post-treatment differences include the surface finishing and heat treatment performed on the AM parts. Heat treatment of microparts with thin features could result in part distortion. Powder adhesion to the walls has been a common occurrence in SLM, which necessitates further finishing after printing. In microscales, there is a possibility that the machining of thin walls will not be possible. A non-contact finishing such as electropolishing might be ineffective as well, as observed by Noelke et al. [38]. Thus, it is necessary to fabricate parts with a good surface finish both on the surface and along the walls, rather than relying on secondary subtractive processing. The surface-finishing effect is discussed in detail in Section 5.
4.2. Laser spot
Laser beam diameter is one of the most significant parameters influencing the feature resolution [31]. The minimum spot size, which occurs at the laser focal point, is typically used for AM processes, as the power density is maximized at the focus. PBF processes use a laser beam diameter in the range of 50–100 μm, whereas DED processes use millimeter-sized spots [21]. Ma et al. [70] studied the difference in the metallurgical behaviors of SS 316L fabricated by means of laser cladding deposition (LCD) and SLM, with the spot size of the LCD (> 1 mm) being much larger than that of the SLM (0.12–0.15 mm). SLM resulted in a higher depth-to-width ratio of the molten pool, higher cooling rate, smaller primary cellular arm spacing, lower grain aspect ratio, higher microhardness, and greater strength. Although it is difficult to attribute the SLM behavior to the beam diameter through this study, this work provides some indication of the consequences in terms of varying energy inputs, solidification rates, melt pools, and microstructure that result from a change in spot size. Liu et al. [71]investigated the effect of the laser beam diameter in SLM using SS 316L powders. For a reduction in beam diameter from 48 to 26 μm, improvements in the part density, surface finish, and mechanical properties were reported. Makoana et al. [72] used two different systems with different beam diameters (80 and 240 μm) to investigate the effect of spot size upscaling during laser-based PBF. The power density was kept constant in order to study the beam diameter effect. It was found that a smaller beam diameter and smaller laser power resulted in a narrower and shallower molten pool, leading to smaller hatch spacing and layer thickness.
Helmer et al. [73] studied the effect of spot size in EBM by changing the laser focus shift. The results indicated a significant difference in the melt pool geometry and microstructure for different spot sizes corresponding to the focused (400 μm) and defocused beam (500 μm). A recent paper by McLouth et al. [54] extended the analysis of a laser focus shift to SLM. IN718 samples fabricated at the focal point had a finer microstructure in comparison with the samples fabricated using the defocused beam. This behavior was attributed to a higher power density resulting from the smaller spot size. A concurrent study [74] on the effect of laser focus shift on porosity, surface roughness, and tensile strength reported a significant change in the built part properties with the focus shift. Varying melt behaviors ranging from a lack of fusion at the negative shift (−2 mm) to keyhole formation due to excessive energy at the positive shift (+3 mm) were observed. The change in energy input, along with the focus shift and spot size, corresponds to the divergence of the Gaussian distribution of the beam. However, it was noted that the optimum focus shift, and hence the spot size, is correlated to the scanning speed and laser power. Studies on a similar process—namely, laser welding—highlight the effect of smaller spots in improving welding behavior by achieving either a faster welding speed or deeper penetration, due to the increase in power density [75].
Despite extensive research efforts in SLM generally, it is noted that studies on the effect of spot size on the process behavior—especially on the feature resolution—is quite scarce. It can be seen in Table 1 that the spot size of micro SLM systems ranges from 20 to 30 μm, while the corresponding minimum feature resolution is similar to or slightly larger than the spot size. Similarly, commercial micro SLM systems have a laser spot size greater than 20 μm (Table 2). In order to realize fine microfeatures, it is necessary to achieve even finer beam spot sizes. DebRoy et al. [21] emphasized that small spot sizes and low power are required to achieve finer part resolution. The spot size is typically a function of the fiber core diameter, focusing lens, and collimator lens. Reducing the laser spot size is quite straightforward with an appropriate optical design. The optical system in SLM typically consists of a collimator, beam shaper, scanner, and objective F–θ lens. The scanning system in conventional and micro SLM machines typically uses a galvanometer, which consists of two mirrors, to guide the laser beam in at least two axes. In one of the first SLS systems, developed by Regenfuss et al. [32], a SCANLAB beam scanner with a scan field of 25 mm × 25 mm was used along with a Q-switched Nd:YAG laser with 0.1–10 W power in TEM00 mode. The optical design can also consist of other mechanisms, such as a digital mirror device, to achieve fine spot sizes [44]. However, a detailed review of optical systems is beyond the scope of this study.
4.3. Powders
Several powder characteristics (Fig. 3) influence the SLM process performance and, hence, the fabricated part quality. Powder shape, size, and surface roughness are the most significant parameters that influence the powder flowability and, consequently, the powder-bed properties, melt pool behavior, and part characteristics [76], [77], [78].
Olakanmi [79] studied the effect of powder properties on the SLM/SLS of pure Al and Al alloys. The results indicate that the shape of the powder particle has a significant effect on the processing maps and densification process. The powder particles with irregular shapes in the powders were found to exacerbate the formation of agglomerates and porosity. An analysis of raw Ti–TiB powder shapes in SLM showed that irregularly shaped powder particles are detrimental to densification and, hence, to the tensile strength [80]. A study on powder characteristics by Cordova et al. [78] using different metal powders reported an occurrence of the maximum powder packing density with the most homogeneous morphology (i.e., most spherical). Liu et al. [71] observed that water-atomized 11 μm powder has a lower PBD compared with the apparent and tapped densities, due to the irregular angular morphology and the fine particle size. These studies demonstrate common agreement regarding the need to employ powder particles with a spherical shape for SLM and AM processes in general [7], [76], [77].
The influence of particle size in SLM has been widely investigated, as has been reviewed by Sutton et al. [76]. A smaller particle size typically results in better powder packing (increase in apparent density) and poor flowability [81]. In contrast, a poorer apparent density, tap density, and PBD were reported with finer IN718 powders [71]. Finer powders result in better surface roughness of the final part after SLM [82], [83], but an increase in porosity [84]. Simchi [85]reported better part densification during SLM with a finer powder particle size or greater surface area, in the absence of agglomeration. An optimal powder particle size is dependent on other process variables, as the use of a powder particle size that is larger than the laser spot size and layer thickness typically results in non-uniform energy distributions, which further affect the melt pool behavior [86].
In addition to the particle size, the PSD significantly influences the SLM process [76], [77]. Liu et al. [71] revealed that a wider PSD achieved better surface roughness and part density, whereas better hardness and tensile strength occurred with a narrower PSD. Identifying an optimum powder particle size and PSD is challenging, as fine powders with a narrow PSD result in agglomeration, whereas coarse powders with a wider PSD lead to segregation [85]. Furthermore, a number of studies [87], [88], [89] have emphasized that a bimodal or multimodal powder distribution increases the powder packing density and part density. Based on this advantage, Vaezi et al. [14] proposed a bimodal approach for the microscale binder jetting process to improve the part surface quality.
Conventional SLM/SLS typically uses powders with a particle diameter of 25–50 µm, whereas micro SLS processes require particles with a diameter much smaller than 10 µm. Microscale and sub-micrometer-scale powders have been tested in micro SLS systems, but exhibit limitations in terms of part quality [20], [31]. Regenfuss et al. [33] used powders as fine as 0.3 µm for laser micro sintering process to produce the features shown in Fig. 7. Fischer et al. [31] used powders with a size of 3.5 µm, but the finest feature resolution was about 57 µm. To fabricate sub-micrometer features, nanopowders are necessary. However, nanopowders result in excessive agglomeration and oxidation due to the high surface-area-to-volume ratio [44]. Fig. 10 [33], [90] shows the agglomeration of both irregularly shaped and fine spherical powder particles. Van der Waals forces become dominant over gravity at the nanoscale [90]. Agglomeration increases the interparticle friction and reduces the powder flowability, leading to inhomogeneous powder layering [76]. Further effects include the balling effect and an increase in porosity. In addition to agglomeration, fine powder particles result in a number of other issues that need to be resolved in the case of micro SLM system development: