1. Introduction
With the global population reaching 8 billion as of 2023 [1], massive amounts of municipal solid waste (MSW) are generated each year, estimated to be more than 2.01 billion tonnes globally, with a projected increase to 3.40 billion tonnes by 2050 [2]. This poses a serious threat to global health and the environment. In managing municipal solid waste, limited land remains a crucial problem today as there are few appropriate locations for site treatment plants and disposal. While effort has been made to instill recycling practices in communities, glaring issues in implementation can be seen such as inadequate legislation, poor enforcement, and citizen noncompliance can be noticed. Currently, the majority of MSW is landfilled (including unidentified sites) and dumped both illegally and legally [3]. The accumulation of inappropriate and unregulated wastes at landfills can result in methane gas (CH4) emissions, an anthropogenic greenhouse gas with a global warming potential 34 times larger than carbon dioxide gas (CO2). These disposal methods are unsustainable because they require huge tracts of land to bury the trash, resulting in land scarcity, leachate leakage, and soil contamination. Furthermore, 38 of the world's 50 largest dumpsites have been identified as indirect sources of marine dumping, damaging marine life, and causing coastal erosion [4].
Rapid economic and population growth raises electrical and resource demand for construction materials such as cement [5]. Cement production is an energy-intensive process that necessitates high temperatures above 1450 °C and a large amount of energy (3000–6500 MJ), resulting in high production costs [6]. To address these problems, the government and cement industry are both exploring sustainable waste management systems and energy sources. One approach is to extract recyclable and combustible components of MSW and convert them into densified solid fuel called refuse-derived fuel (RDF). RDF, in the form of fluff, pellets, or baled paper and plastics, has been widely employed in power generation facilities and incineration plants due to its partial carbon neutrality and reduced sulphate (S) and nitrate (N) content when compared to fossil-based solid fuels such as coal [7].
The cement industry provides several features in the clinker kiln that enable RDF co-processing activities. The clinker kiln runs at high process temperatures of around 2000 °C in an oxidizing environment with a long residence period, permitting thorough decomposition of organic compounds for good combustion [5]. Globally, RDF replaces fossil-based solid fuels in the cement industry at a rate of roughly 13 % in Canada, 16 % in the United States, and 44 % in the European Union [8].
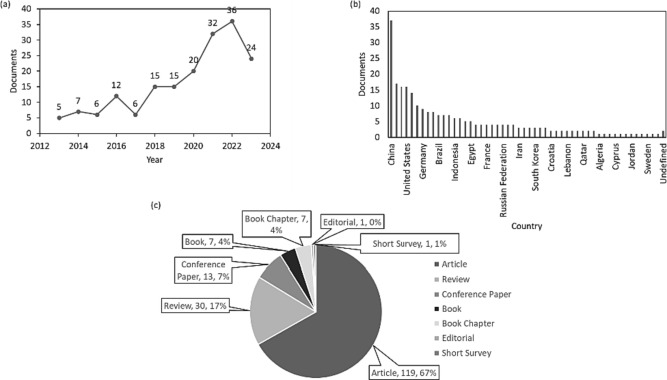
In addition, the trend of publication on relevant subjects concerning MSW management and refuse derived fuel for cement co-processing in the cement industry has expanded significantly over the past decade, as evident in Fig. 1 (a)from the Scopus database. Fig. 1 (b) indicated that a total of 178 documents were published by authors from 59 different countries, with China leading in term of the highest number of publications, followed by India, Poland, the United States, the United Kingdom, and Australia. This demonstrates a substantial interest in this topic among scholars, particularly from developing nations like China and India. Among 178 technical publications, only 119 articles and 30 reviews were identified within this span of a decade. The overview distribution of these 178 articles across different categories is shown in Fig. 1(c).
 Fig. 1. (a) Distribution of papers by year, (b) Distribution of papers by country, (c) Distribution of papers by category.
Fig. 1. (a) Distribution of papers by year, (b) Distribution of papers by country, (c) Distribution of papers by category.The assessment of previous literatures in the last ten years (2013 to 2023) validates the research gap on refuse-derived fuel that employs municipal solid waste (MSW) as feedstock for the purpose of co-processing energy resource in cement industry. As refer to the relevant review studies outlined in Table 1, it is worth noting that it lacks specific focus on the practical and feasible technologies for conversion of MSW into RDF that comply with fuel standard for cement co-processing. Most of the studies focused on broader interest such as circular economy using alternative fuels/refuse-derived fuel, assessment of pollutants during co-processing of solid wastes in cement kilns, and technical solutions for waste-derived alternative resources.
Table 1. Summary of literature.
| Year/Author | Year | Title | Summary |
|---|---|---|---|
| Present study | Overview of Municipal Solid Wastes-derived Refuse-derived Fuels for Cement Co-processing | MSW composition and characteristic for energy recovery; criteria of MSW-derived RDF for cement co-processing; feasible and practical RDF production technology; techno-economic analysis of RDF. | |
| Mateus et al. 2023 [9] | 2023 | Modern Kiln Burner Technology in the Current Energy Climate: Pushing the Limits of Alternative Fuel Substitution | Existing kiln burner technologies that used to combust alternative fuels are reviewed to access maximized alternative fuel processing and minimizing environmental impact. |
| Kahawalage et al. [10] | 2023 | Opportunities and challenges of using SRF as an alternative fuel in the cement industry | Waste generation problems are discussed, detailed overview of SRF is provided including its pretreatment methods and characterization, and scenarios of cement kiln systems that can be used for coprocessing of SRF are reviewed including its challenges. |
| Kusuma et al. 2022 [11] | 2022 | Sustainable transition towards biomass-based cement industry: A review | The importance of sustainable biomass transition policies in the cement industry is underlined, which include disseminating niche ideas, expediting transition, and reconfiguring systems by destabilizing current regimes that impede system shift. Intervention policies for biomass-based cement systems are also recognized across different locations. |
| Sarquah et al. [12] | 2022 | Bibliometric Analysis; Characteristics and Trends of Refuse Derived Fuel Research | The progress of RDF research trends for the last 30 years is examined using bibliometric analysis from the SCOPUS database across knowledge domains such as conversion processes, applications, and management. |
| Jąderko-Skubis [13] | 2021 | Production of alternative fuels from waste: assumptions for the design of new fuel recipes | Appropriate proportion of municipal and industrial waste streams is investigated, key properties of waste-derived fuels are identified with a set of variables and interactions that contribute to the design process are recognized. The novel waste streams as alternative fuels in the cement industry are investigated. |
| Liu et al. [14] | 2020 | Review on the current status of the co-combustion Technology of organic Solid Waste (OSW) and Coal in China | The physicochemical features of OSW were examined, as well as a synopsis of co-combustion fundamentals, pollutants emissions, pretreatment methods, and considerations on future coprocessing technology of OSW with coal. The work highlighted on understanding of OSW and coal coprocessing technologies as guidelines for further usage in power plants. |
| Yang et al. [15] | 2019 | Unintentional persistent organic pollutants in cement kilns co-processing solid wastes | There is information offered on ways for reducing emissions of various inadvertently created persistent organic pollutants (POPs) from cement kilns co-combusion solid waste. |
| (Thanos) Bourtsalas et al. [16] | 2018 | Use of non-recycled plastics and paper as alternative fuel in cement production | Total energy consumption from cement industry in the United States is computed, waste-to-energy capability and related reduction in landfilling are evaluated, dioxin emissions are investigated, and CO2 emissions are determined using life-cycle assessment. |
| Shehata et al. [17] | 2016 | Role of refuse-derived fuel in circular economy and sustainable development goals | The function of RDF in achieving the United Nations Sustainable Development Goals (SDGs) and the circular economy is examined, as well as the impediments to RDF usage. Prospective study directions and metrics for incorporating solid waste into the circular economy and SDGs are presented. |
| Rahman et al. [18] | 2015 | Recent development on the uses of alternative fuels in cement manufacturing process | The energy values, benefits and drawbacks, GHG emissions, and environmental effects of several alternative fuels currently employed in the cement business are discussed. For further investigation, a multi-criteria decision-making technique is advised. |
| Aranda Usón et al. [19] | 2013 | Uses of alternative fuels and raw materials in the cement industry as sustainable waste management options | Technical, economic, and environmental evaluation of the cement industry's focus on municipal solid waste (MSW), meat and bone animal meal (MBM), sewage sludge (SS), biomass, and end-of-life tyres (ELT). |
Although MSW as a solid fuel feedstock has been extensively researched, yet there is limited knowledge regarding its suitability and feasibility as co-processing fuel in the cement industry. As a result, there has been a paucity of studies into viable conversion technologies for producing a fuel that meets the alternative fuel standards required by the cement industry. Based on this notion, the current study intends to comprehensively review refuse-derived fuel (RDF) production from municipal solid waste (MSW) for sustainable co-processing in the cement industry. This paper attempts to systematically address the following research questions: ‘Are MSW composition suitable for energy recovery?’, ‘What are the present challenges encountered in cement co-processing activities?’, ‘What are the viable MSW-based RDF conversion technologies?’, and ‘What are the cement-industry requirements for RDF co-processing and its environmental concerns?’. The review also sheds light on contemporary commercial-scale MSW upgrading technologies for RDF production, and their techno-economic analysis. This approach makes it feasible to strengthen the circular economy and improve solid waste management practices in society. Hence, the present review retains its originality and distinctiveness by addressing this research gap.
1.1. Composition profile of MSW
Understanding the characteristics and compositions of generated MSW is crucial prior to the selection of waste-to-energy (WtE) technologies for RDF production, as these two factors significantly impact the optimal recovery of energy from wastes. Generally, MSW is generated from numerous sources such as residential, commercial, industrial, construction, institutional, agricultural, and municipal services. Residential (households) have been recorded as the highest generation of solid waste [20], [21].
Effective waste sorting is necessary to ascertain the precise composition of MSW for further upcycling process. Due to varying regional profiles, the availability of data documentation on MSW compositions remains highly limited. Typically, the dominant portion of MSW in urban area composed of food waste (39.78 %), plastic (16.67 %), paper (13.28 %), diapers (7.89 %), garden waste (4.81 %), glass (3.40 %), metal (3.15 %), textile (3.30 %), tetra pak (1.96 %), rubber (1.93 %), wood (1.44 %), and leather (0.37 %). The physical composition of MSW is categorized into two groups of waste, which are organic and inorganic waste as listed in Table 2 [22], [23]. On average, the main components of MSW are highly organic and have the potential to be converted into energy sources like biofuels. Wet organic fractions of MSW, such as food waste and sewage sludge, may be utilized as material for the generation of biogas via anaerobic digestion (a biological process in which microbes dissolve down organic substances in the absence of oxygen, producing methane-rich biogas), whereas other organic fractions of MSW may be transformed into biofuels via fermentation and pyrolysis. Most biofuels made from MSW are typically liquid fuels like bioethanol (fermentation of sugars and starches found in organic waste), biodiesel (lipids and fats from MSW through transesterification), and syngas (mixture of carbon monoxide and hydrogen through pyrolysis or gasification), but this study focuses on biofuels in solid form.
Table 2. Physical-chemical composition of MSW [22], [23], [24].
| Physical composition | Basic classification | Composition (%) * | Examples | Chemical composition |
|---|---|---|---|---|
| Organics | Food waste | 46.09 | Vegetables, meats | Cellulose, carbohydrate, protein, lipid |
| Garden/Yard waste | 5.58 | Dried leaves, twigs, cut grasses | Cellulose hemicellulose, lignin | |
| Textile and rubber | 6.06 | Clothes, leather products | Nylon | |
| Paper and corrugated box | 15.39 | Newspaper, different types of paper and box | Cellulose | |
| Mixed plastic | 19.31 | Disposable water bottles, food packaging/container, plastic film, tubes, polyethylene bag, plastic toys | Polyethylene terephthalate, high density polyethylene, Polyvinyl chloride, Low-density polyethylene, Polypropylene, Polystyrene, Multilayer plastic | |
| Inorganics | Glass | 3.93 | Different types of mixed glasses from daily usage, restaurant, laboratory, etc. |
Formers (Silicon dioxide); Fluxes (Sodium carbonate, Potassium carbonate) Stabilizers (Calcium carbonate); Boric Oxide; Lead Oxide |
| Metal | 3.64 | Ferrous products, zinc, chromium, and vary type of metal products | Aluminum, tin-coated steel (tinplate) and electrolytic chromium coated steel (ECCS) |
*Average of 5 years: no major changes in trend of composition waste from 2013 to 2017.
2. Future opportunities and challenges in cement industry
2.1. Co-processing of alternative solid fuels in cement industry
Cement is a hydraulic binder which means it sets, hardens, and achieves proper strength characteristics even underwater conditions, after its fine aggregate is blended with water [25], [26]. The principal raw materials needed to form the resulting hard intermediate product called clinker are typically limestone (CaCO3), and other materials such as chalk, shale, or clay and ferrum containing calcium oxide (CaO), silica dioxide (SiO2), aluminium oxide (Al2O3), and small amount of iron oxides (Fe2O3) [5].
The process of cement production begins with, 1st stage: raw materials extraction and preparation (quarry); followed by 2nd stage: pyro-processing, and finally 3rd stage: cement grinding and distribution [27]. The process involves quarrying or preparation of raw materials, including excavation of limestone. The extracted raw materials are then crushed and subsequently transported to the cement plant for intermediate storage, proportioning and grinding of raw meal through milling process. Following that is pyro-processing where the grounded raw meal is preheated and then sent to the rotary kiln to around 1450 °C using hot gases from the kiln to burn off the impurities. Rotary kiln continuously mixes the ingredients and then subsequently sends them to clinker cooler for cooling process. To control how quickly cement sets, a little amount of gypsum is added to the clinker during the final stages of cement grinding and distribution. Gypsum and fly ash combination is finely pulverized to create pure cement. After all the processes are completed, the cement is then stored in the silos before being packed and loaded for delivery.
Cement manufacturing is an energy and carbon-intensive process which consequently a noteworthy contributor to CO2 emissions [28]. More than 50 % of the natural release of CO2 is associated with pyro-processing (calcination) process under intense heat, in which CaCO3 is transformed into lime (CaO) in the following reaction: CaCO3 → CaO + CO2 [29] and a further 40 % of CO2emission is caused by the fossil-based solid fuel combustion for burning the clinker to high temperature and running the pre-heaters and other operations [30]. Another remaining 10 % of CO2 emission is caused by transporting raw materials. About 0.9 tonne of CO2 is released for every tonne of cement produced. Besides, enormous energy sources are needed in the precalciner tower and at the end of the kiln.
Worldwide, fossil-based solid fuel like coal is primarily needed for the thermal energy generation during the calcination process in preheater tower and during the clinkerization process in the kiln [31], which accounted for 30–40 % of the industry’s cash expenses [32]. High operating costs due to fluctuations in natural energy prices have urged cement manufacturers worldwide to seek for potential replacement of fossil-based fuel using various types of feedstocks[33]. Fig. 2 shows the substitution of fossil-based solid fuel by alternative fuelsas one of the solutions made by cement industry to reduce operating cost and lowering emissions [30]. The use of refused-derived fuels (RDF) like tires, scrap rubber, plastic, sewage sludge, graphite waste, petroleum pellets, electrode coke, paper waste, household waste, agriculture waste, wood, etc is a viable option as alternative biofuels at cement industry. Some of the merits of refuse-derived fuels (RDF) that make them attractive as material for production of biofuels are that they are deemed cheaper to adapt in a cement kiln than to build specific incinerator for the waste incineration [34], their resources are rich, abundant, and never-ending (sustainable) compared to coal. Furthermore, MSW was offered as a re-burning fuel and re-generable biofuel during co-firing since 10–20 % of total heat input reduced NOx emissions by about 70 % [35].
 Fig. 2. Emissions and mitigation solutions along the cement manufacturing process [30].
Fig. 2. Emissions and mitigation solutions along the cement manufacturing process [30].The substitution rate varies from country to country depending on the local waste markets and permitting conditions in every country but most of the European countries are already way ahead than the rest of the world [18]. It was reported that usage of alternative fuels in different countries has substituted the usage of conventional fuels in clinker kiln at about 7.8 % in Australia (2013), 15.5 % Japan (2012), 45 % Sweden (2011), 41 % Switzerland (2012), 85 % Netherlands (2011), 11.3 % Canada (2008), 53.6 % Germany (2010), 18 % EU (2012), 45 % Poland (2010), 22.4 % Spain (2011), 60 % Belgium (2011), and 8 % USA (2004) [18]. By using liquid waste in the main burner, some plants may reach a permanent substitution rate of up to 80 %, and some can achieve 100 % [36]. Alternative fuels breakdown in the European Union shows that 37 % are plastics, 18 % are mixed industrial wastes, 15 % are tyres, 7 % are other fossil-based wastes, 7 % are biomass, 6 % are animal bone meal (ABM) and fats, 5 % are solvents, 3 % are impregnated sawdust, and 2 % are waste oil [37].
Cement plants also meet general requirements of applicable laws that follow procedures for incinerating waste [51]. As shown in Fig. 3, the main two locations for co-processing activities of alternative fuels in clinker kiln are at the pre-calciner and through the main burner firing at rotary kiln outlet. The European Integrated Pollution Prevention and Control Bureau has recognized several features in the clinker process that allow the use of alternative fuel for co-processing activities as follows [5], [6]: (1) Rotary kilns operate at maximum temperature: 1050 to 2000 °C or higher in the main firing system and flame temperature with a gas retention time of about 8 s; (2) Gas retention periods of more than 2 s inside the secondary firing system at temperatures higher than 850 °C (880 – 1200 °C) in pre-calciner; (3) Oxidizing conditions with good blending conditions assuring good combustion and avoiding the generation of CO and other toxic compounds in the rotary kiln; (3) High thermal inertia and thermally consistent conditions with sufficiently long retention times in the kiln completely destroy organic pollutants; (4) Uniform burnout conditions for load fluctuations; (5) High capacity for particle-bound toxic substances retention; (6) Ash retention in clinker, long residence times; (7) Any non-volatile residues from combustion are trapped in the clinker matrix; (8) Alkaline environment inside the kiln; (9) Large furnace area; and (10) Significant length of the kiln. To ensure optimum kiln performance, complete combustion, and minimal emissions, it is crucial to identify the proper feeding points (primary firing, secondary firing) and conveying technology for the fuel. This is due to the temperature variations between various process components, particularly the pre-calciner and main burner. Primary firing is where the primary fuels (typically petroleum coke, coal, or natural gas) are utilized to provide heat to cement kiln where materials are fully calcinated to produce clinker which is then mixed with about 8 % gypsum to create Portland cement. Besides, secondary firing is where secondary fuels (natural gas, petroleum coke, coal, chipped tyres, solid-recovered fuels, bio-fuels, non-hazardous liquid wastes, etc.) are used to provide heat to precalciner where raw feedstocks are combusted to remove volatiles and start calcining the feedstocks. Appropriate feeding points will be chosen depending on the suitability of the alternative fuels based on the physical, chemical, and elemental properties. Due to the high temperature and lengthy retention time, high-quality fuel with a substantial energy value, including fuel containing volatile organic components (VOC), should be added to the primary burner in order to ensure complete combustion. Meanwhile, medium-grade fuel with an average energy content can also be supplied to the pre-calciner burner [38]. In general, the most common feeding points in a cement production plant are [39]: (1) At the rotary kiln outlet end, through the main burner; (2) At the riser duct at the kiln inlet via secondary burners; (3) At the pre-calciner via pre-calciner burners; (4) At the pre-calciner using a feed tube (for lump fuel).
 Fig. 3. Co-processing of RDF in clinker kiln.
Fig. 3. Co-processing of RDF in clinker kiln.2.2. Criteria of alternative fuels in cement industry
Due to the mixture of various wastes are used as alternative fuels, the specifications of the fuels must be evaluated to comply with the health, safety, and environmental standards before delivering them to the cement plant (pre-calciner/kiln). The desirable characteristics of the alternative fuels and possible impacts on the environment and cement quality are listed in Table 3. The requirements include suitable chemical composition of the component and its organic content, as well as physical characteristics that are reasonably homogeneous and manageable for transportation (size and density) [40]. The fuels must also have high calorific value (CV) that can release large amount of energy into the burning chamber for combustion process [41].
| Properties | Value | Unit | Possible impacts | |
|---|---|---|---|---|
| Calorific value | > 14 a | MJ/kg | Release energy into the burning chamber for combustion process. b | |
| Moisture content | < 20c | % | High amount of moisture may lower kiln system productivity and efficiency. | |
| Ash content | Affects the cement chemical structure and may necessitate a modification in the raw material mix composition. b | |||
| Chloride content | < 0.5d | % |
|
|
| Size | 2D | < 20c | mm | Subject to specific cement plant process limitations. c |
| 3D | < 70c | mm | ||
| Sulphate content | < 2c | % | Most of the sulphate is trapped by the clinker's alkaline matrix. Sulphate content might have an impact on overall product quality.a | |
| Heavy metals content | < 2500 a | ppm |
|
|
| Phosphate content | Influences setting time b | |||
| Chromium | Sensitive users may experience allergic reactions. b | |||
| Sulphate | SO2 emissions are possible. b | |||
| Organic carbon | Carbon monoxide (CO) and volatile organic compound (VOC) emissions are possible. b | |||
2.3. Environmental perspective and limitations of alternative fuels
The MSW-derived alternative solid fuels usage in cement co-processing includes its impactful effects on the environment. Such as conserving resources (reduction of non-renewable fossil fuels like coal), maximizing recovery of energy, reducing waste disposal in landfills, and decreasing emissions of NOx, SO2, and CO2 [34]. Table 4 indicated the emission profile of fossil-based and alternative solid fuels combustion in cement kiln with CO2 and emission calculated based on following formula [35]:
Table 4. Fossil-based and alternative solid fuels used in cement kiln.
| Feedstock | C (%) | CO2 | S (%) | SO2 | N (%) | HHV (MJ/kg) | Challenges | Ref. |
|---|---|---|---|---|---|---|---|---|
| Bituminous coal | 70.60 | 1.309 | 1.30 | 0.009 | 1.20 | 27.40 |
- High sulphur concentration - Poor igniting and burnout properties (low volatile) |
[21], [18] |
| Petcoke | 89.50 | 1.659 | 4.00 | 0.027 | 1.71 | 33.70 | [21], [18] | |
| Meat and bone meal | 42.10 | 0.781 | 0.38 | 0.003 | 7.52 | 16.20 |
- High levels of ash and chlorine (most chloride is found as salt (NaCl)). - N content is ∼ 7 – 8 times higher than in coal - High potassium and sodium alkali levels (which cause cracking in concrete and mortar and clog preheater units) |
[21], [18] |
| Sewage sludge | 40.50 | 0.751 | 0.12 | 0.001 | 0.84 | 15.80 |
- Ash contain high SiO2, Al2O3, and Fe2O3 (affect cement quality) - High chlorine > 0.2 – 0.5 % (can cause clogging) - Contain high nitrogen |
[21], [18] |
| Car tyre scrap | 79.60 | 1.476 | 1.54 | 0.010 | 0.43 | 35.50 |
- Excessive zinc oxide in tyre may retard setting time and strength of cement (causing incomplete combustion) - Cannot be finely shredded economically |
[21], [18] |
| Car tyre rubber | 87.00 | 1.613 | 0.80 | 0.005 | 0.33 | 35.60 | [21], [18] | |
| Coal/coke mix | 75.10 | 1.392 | 3.00 | 0.020 | 1.70 | 29.00 |
- CO2, SO2, and NOxpollution - Reduce boiler performances |
[21], [18] |
| Fluffy RDF (mixed plastic and paper) | 70.60 | 1.309 | 0.20 | 0.001 | 1.20 | 25.02 | - Higher levels of moisture and chlorine - Variations in quality and composition | [21], [34] |
The CO2 emissions of derived alternative solid fuels is considerably lower than bituminous coal, pet coke, and coal/coke mixed (1.309 ). Generally, higher carbon content resulted in the higher emission of CO2. Sulphur contentalso has direct relationship with its emission where higher sulphate content emits higher SO2. In this case, the usage of alternative solid fuels has the potential to reduce SO2 level to 0.001 when apply as co-processing in cement kiln. In comparison to coal, RDF has a noticeably low N content of roughly 1.20 %, implying a negligible contribution to NOx generation. Although SOx contents were ineffectual at steady calcination temperatures, NOx emissions were lowered by around 17 % when alternative solid fuels were added to the raw combination of fossil fuels. Legislative restrictions on NOx and SOx emissions have compelled accountable organizations to consume the RDF mix at high temperatures (more than 950 °C) in order to decrease NOx emissions [47]. At this point, estimating NOx emissions from nitrogen concentration is impossible owing to NOx generation, which is affected by kiln temperatures, residence periods, burner types [45], and nitrogen in combustion air.
In regards with alternative solid fuels’s energy efficiency, higher heating value (HHV (MJ/kg)) or energy content in the fuel is taken as key criteria, shown in Table 4. Most studies found that the HHV of waste-derived solid fuels was comparable to that of the majority of traditional fossil fuels, such as coal. For example, alternative solid fuels made of paper and plastic mixture has about 25.02 MJ/kg, while meat and bone meal has about 16.20 MJ/kg, sewage sludge has about 15.80 MJ/kg, and car tyre rubber has about 35.60 MJ/kg.
Nevertheless, there are also several challenges in adopting alternative solid fuels in the cement industry as shown in Table 4, which depending on the types of fuel precursors, potential heterogeneity, and characteristics of the fuel [31]. For instance, the main challenge of using MSW as feedstock for alternative solid fuels is that it is heterogenous in nature and contains high moisture which could affect its potential for energy recovery and calorific value [48]. High water content in MSW prompt microbial contamination and that escalates the formation of extremely strong leachate [49]. MSW also contains a high concentration of chlorine that might result in dioxins emission and cause corrosion. According to the partitioning behaviour during combustion, chlorine is the most volatile matter, which generates chlorinated organic pollutants that are harmful to the environment. This causes technical problems such as reducing the cement strength and inducing corrosion of steel bars in reinforced concrete structures [50]. Other than that, due to its larger particle size, alternative solid fuels need longer residence time for the water to be transported to fuel particle surface for drying which might need significant amount of energy to heat and dry the fuel properties [10]. Because of these reasons, pre-treatment and thermal upgrading process are compulsory to overcome the technical problems by enhance its properties to become solid fuel called refuse-derived fuel (RDF). As for the chemical and elemental properties, the minimum criteria that should be complied by RDF to be accepted for co-processing in the cement plant are based on size (<50 mm or < 20 mm depending upon use in In Line Calciner (ILC) and Separate Line Calciner (SLC), respectively), ash (<10 – 15 %), moisture (<10 – 20 %), chlorine (<0.5 – 1 %), sulfur (<1.5 %) [42]. It requires additional cost associated with capital and operation of the MSW for drying and treating before being able to use in cement kiln [51]. Thus, the latter part of this study will discuss RDF production from MSW, characteristics, technologies, limitations, and techno-economics.
3. Refuse-Derived fuel
The term “RDF” refers to a compacted solid fuel that is extracted from the combustible portion of MSW using two separate physical pre-treatment methods: either by separating the waste at source (collection in various bags or bins with various colours that have been separated based on types of waste groups) or separating the waste in plants using mechanical treatment (mechanical separation through crushing, shredding, screening, magnetic separation, eddy current separation, wind separation, and removing most of the biodegradable fractions, metals, and glass) [38]. It is necessary to use pre-treatment techniques to recover as many recyclable materials as possible, lower the moisture content of the wastes, homogenize them, and stabilize their combustibility for simpler handling, transportation, and storage procedures [52].
The waste composition, typology (fluff, dry fluff, and pellet), and technological aspects of the plants are significant contributing elements to the ultimate life cycle performances of RDF, as well as direct emissions of WtE facilities, for effective use of RDF in the cement industry [53]. It is therefore necessary to make sure that a strict internal control procedures for analyzing the specification and characteristic of the RDF, which are complying with the existing global standards so that the minimum quality criterion for the fuel standard is achieved [54]. Seven different forms of RDF have been categorized by the American Society for Testing and Materials (ASTM) International Standard according to their physical characteristics [42], [55] as can be referred in Table S1. Among all the RDF classed in the ASTM standard, RDF-2 and RDF-3 are typically used. Another study by Punin et al. [56] stated that RDF-1 and RDF-5 are also commonly used, but there are several problems encountered with the use of RDF-1, which makes it less desirable of usage. This is due to difficult handling process of RDF-1, and usually burned in suspension that resulted incomplete of combustion, as well as problems in ash disposal [56]. The typologies of RDF were classified based on original source and/or sizes in the form of fluff (dimensions from 10 to 100 mm), pellets (dimensions < 25 mm), or briquette (dimensions from 40 to 200 mm) [57].
Table 5 summarizes the different types of RDF and its purposes in different countries. Large countries like China and India are developing national standard/guidelines for the domestic wastes pre-treatment for RDF production [58]. This helps to manage large number of wastes, as well as satisfy domestic demand for energy usage. The guidelines will overcome the market barriers that are caused by the lack of common denomination and procedures to establish sufficient quality of RDF. Other than market barriers, some obstacles of using RDF that should be emphasized are such as: (1) lack of waste management policies and its degree of local implementation standards; (2) insufficient supply of high-quality RDF due to infrastructural issues (under development in pre-processing facilities, insufficient waste treatment system and unbalance of the local WtE system), (3) high local bureaucracy, and (4) lack of public acceptance [58].
Table 5. RDF used globally and its purposes in different countries [58].
| Country | Type of waste | Energy value (MJ/kg) | Method | Industries | Yearly production (Mt/year) |
|---|---|---|---|---|---|
| Japan | Dry and non-hazardous industrial | > 25.00 | Mechanical-biological treatment | Cement, steel, and pulp industries, district heating facilities |
2.70 (2013) 3.00 (2015) |
| Thailand | 40 % plastics, 30 %-yard waste, 10 % food waste, less than 10 % paper, and 10 % non-combustible | ∼ 19.60 | Mechanical treatment | Cement kilns and power boilers | ∼ 2.46 |
| India | Plastic, wood, pulp, or organic waste, chlorinated | ∼ 19.60 | Mechanical treatment | Thermal power stations, incineration plants, cement industry | ∼ 1.37 |
| Egypt | Urban wastes, agriculture waste, RDF, shredded scrap tyres | 11.70 – 16.70 | – | Cement kilns | 0.22 (2015) |
| Germany | MSW and industrial or commercial | 13.00 – 27.00 | – | Incineration plants | 8.70 |
| Austria | Selected or mixed non-hazardous waste | 12.00 – 25.00 | Mechanical treatment | Incineration plants, cement kilns | 1.50 |
| Ireland and United Kingdom | MSW | 9.00 – 20.00 | Mechanical treatment | Incineration and co-incineration plants, cement industry | 3.20 |
| France | Recoverable waste | 12.00 – 20.00 | Mechanical treatment | Cement kilns | 2.30–8.00 |
| Italy | Dry and bio-dried waste fractions | 15.00 – 20.00 | Mechanical-biological treated | Incineration plants, cement kilns, coal co-combustion |
4.49 (2017) 0.15 (2017) |
| Finland | MSW, industrial/commercial waste streams, construction, and demolition wastes | 20.20 – 22.40 | Mechanical treatment | Gasification facilities, incinerations /co-incineration plants | 0.5 (2014) |
3.1. RDF composition and characteristics
The quality and composition of RDF are highly influenced by careful consideration of effective integrated technologies and methods used to produce the RDF including waste sorting, recycling, and recovering [38]. The heterogeneity of generated MSW makes energy recovery difficult, hence proper MSW fractionation and sorting associated with MWS pretreatment process are needed before subjected to further energy conversion technology like thermo-chemical process. Generally, MSW sorting and segregating can be done successfully by continuous participation and support from government, private sector, and public to actively practicing waste separation at original sources according to the types/groups of wastes composition. It is also worth noting that waste composition is subjected to other socio-economical factors including people’s waste sorting behaviour, lifestyle, economic status, political regulation, and environmental factor [59]. Other than that, it could be affected by the direct relation between solid waste composition and social activities in community. Thus, the composition of MSW is not consistent and varies from time to time which contributed to its variable physical and chemical characteristics.
RDF compose main fractions of plastic (9.3 – 42.3 wt%), paper or biogenic waste (5.3 – 25.6 wt%), and textiles (2.1 – 18.8 wt%). In addition, RDF containing non-combustible inorganic components is indicated as ash content with ranges around 5.7 wt% to 30.6 wt% [60]. The RDF can be typically categorized by its energy content of about 10 – 25 MJ/kg with a substantial biogenic content (∼50 – 65 %) based on an energy basis. There are two types of RDF that can be employed in cement industry: (1) RDF for secondary firing with calorific value ranged 12 – 18 MJ/kg, and (2) RDF for primary firing with calorific value ranged 18–25 MJ/kg [60].
The characteristics of RDF components are determined by proximate analysisand ultimate analysis which are two important parameters to select best alternative management and consideration as potential feedstock for energy recovery systems [43]. Table 6 shows the physical and chemical properties of several alternative solid fuels which include MSW-based RDF and fossil-based solid fuels to reflect the diversity of these fuels’ properties. These properties deviate based on different factors, such as the waste's origin, prevailing weather conditions, pre-processing methods, operating parameters, composition, and storage conditions [10].
Table 6. Proximate and ultimate properties of MSW-derived and fossil-based solid fuel produced from various sources.
| Fuel | Composition | Operating condition | Proximate analysis (%) | Ultimate analysis (%) | Cl (%) | HHV (MJ/kg) | Ref. | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Moisture | Volatile | Fixed carbon | Ash | C | H | N | S | O | |||||||
| Fossil-based solid fuels | Anthracite coal | – | 1.96 | 12.81 | 73.85 | 13.34 | 78.70 | 2.80 | 1.10 | 14.90 | 0.04 | 0.35 | 29.90 | [70], [71] | |
| Bituminous coal | – | 1.50 | 28.71 | 65.10 | 16.24 | 75.40 | 4.90 | 1.40 | 11.40 | 6.90 | 1.15 | 31.20 | [70], [71] | ||
| Lignite coal | – | 2.46 | 36.96 | 53.55 | 19.42 | 68.40 | 4.40 | 1.20 | 6.70 | 19.30 | 1.10 | 24.40 | [70], [71] | ||
| Petcoke | – | – | 9.83 | 88.63 | 1.54 | 80.50 | 3.60 | 2.50 | 13.36 | 0.04 | – | 33.30 | [70], [71] | ||
| Waste-derived solid fuel | Meat and bone meal | 200–––1000 °C | 5.50 | 54.08 | 15.33 | 25.09 | 57.83 | 9.81 | 8.71 | 0.30 | 23.13 | 0.22 | 19.18 | [72] | |
| Sewage sludge | 150–––400 °C, 0 – 50 min | 82.20 | 15.20 | – | 2.60 | 46.93 | 6.83 | 7.40 | 0.54 | 23.23 | 0.07 | 19.86 | [73] | ||
| Pyrolyzed black carbon (tyre-derived solid fuel) | 25–––550 °C, 0 – 50 min | 1.16 | 2.50 | 79.79 | 16.55 | 95.42 | 0.77 | 0.22 | 3.29 | 0.12 | 0.19 | 28.70 | [74] | ||
| RDF from MSW (50 % paper and fibre, 28 % wood, 9 % plastic, 7 % food waste, 6 % incombustible) | 500–––900 °C | – | 76.70 | 10.40 | 12.90 | 43.50 | 6.40 | 1.10 | 0.10 | 48.90 | 0.40 | 17.90 | [75] | ||
| RDF from MSW (gardens, trees, grass, timber waste at landfills) | 150–––500 °C | 0.48 | 12.20 | 32.90 | 54.90 | 36.60 | 1.60 | 0.74 | 0.15 | 60.00 | 0.18 | 13.70 | [76] | ||
| Wood (Acacia nilotica) | 220–––280 °C, 40 min | 6.18 | 81.77 | 11.35 | 0.69 | 43.84 | 7.88 | 0.42 | – | 47.86 | – | 19.31 | [77] | ||
| Mixed plastic waste (from reject fraction of MSW in Granada, Spain) | 450–––550 °C, 90 min | 0.61 – 0.84 | 51.00 – 24.90 | 13.35 – 6.40 | 35.04 – 67.87 | 55.24 – 17.82 | 5.74 – 0.55 | 0.46 – 0.24 | – | 3.31 – 12.95 | 0.60 – 11.57 | 23.94 – 3.69 | [78] | ||
| Agricultural wastes (from corn fields) | 180–––260 °C, 60 min | – | 78.60 | 18.42 | 2.98 | 46.24 | 6.52 | 0.58 | 0.38 | 43.30 | – | 18.13 | [79] | ||
The proximate analysis studies the moisture, volatile matter, ash, and fixed carbon. High moisture content is usually prohibitive for combustion process as it will reduce the energy recovery of the fuels, which resulted low thermal efficiency and low quality of gas emission during combustion process [61]. Moisture content < 15 wt% is favorable for cost-effective operation in the energy recovery plants [62]. The main challenge of using local MSW (especially food waste) as RDF is that it has a high moisture, various composition of pollutants, and salt content, which making conversion process a slightly challenging task [63]. In addition, untreated wet waste can become a problem with steam production in terms of heat and pressure fluctuations [64]. Volatile matter of RDF is released in the form of vapor consisting of water, tar, oil, and gas when the material is heated [65]. After combustion is completed, an incombustible inorganic solid residue that remains in oxidized form represent as ash content [66]. Ash range between 0.49 and 12.58 % has the possibility of having small quantity of salts, heavy metals, chloride, and organic pollutant which is an advantage to waste management and environment [61]. The ash content and ash composition can affect the performance of combustor, as ashes will undergo agglomeration and melting during high heating temperature, which causes slagging and clinker formation in combustor system. Generally, no slagging will happen when ash content is below 5 % [62]. Final stage in the proximate analysis study is the determination of fixed carbon [65].
On the other hand, ultimate analysis specifies the major elemental compositionand concentration of heavy metal properties of the solid waste. The percentage of H and C usually influence the HHV of the samples while S and N affect the corrosiveness of the equipment and gas emissions due to the combustion products of sulphate and nitrate are SOx and NOx, respectively [67]. During combustion process (∼1000 °C), oxidation occurs to oxidize carbon into carbon dioxide (CO2), hydrogen into water (H2O), nitrogen into nitrogen gas/oxides (N2/NOx) and sulfur into sulfur dioxide (SO2). For oxygen determination, the elemental analyzer operates by pyrolysis mode in a second run [68]. The ultimate profile can be used as indicator of material balance, as well as calculating calorific value of the fuels based on established equation [69].
RDF quality and grade are based on key parameters like combustibility, calorific value, moisture content, ash content, sulphate, chloride contents, and metal contents (Hg, Cd, Pb, and As) [80]. The properties of RDF from different countries like United Kingdom [81], Korea [82], India [83], Indonesia [84], Pakistan [85], Malaysia [86] are compared with coal as summarized in Table S2. From this table, the common problem with RDF is regarding the inconsistent calorific value (about 16.04 to 30.03 MJ/kg) and high moisture content (about 15 to 26 %) due to the different composition of MSW [36]. High moisture content in MSW is not desired as it contributes to low energy density, an increase in operating cost of transport and energy usage for drying process [87]. In contrast to coal, RDF contains higher ash content (about 10 to 25 %), as well as lower carbon content (40 to 50 %) which shows that RDF needs further upgrading process to improve its performance. However, from the elementary analysis result, RDF contains a lower concentration of sulphate and chloride than coal. This is beneficial for the environment as lower sulphate content can reduce the effect of acidification due to lower SO2 emissions during RDF co-combustion and lower chloride content can reduce the generation of chlorinated organic pollutants to the environment which may reduce the cause of technical problems such as reduce the cement strength and induce corrosion of steel bars in reinforced concrete structures [50]. Although RDF shows a lower calorific value than coal which can significantly reduce electricity yield (or power or heat) supplied to cement kilns, RDF still shows the possibility for co-processing fuel as it is still above RDF standard criteria.
3.2. Conversion technologies of MSW to RDF
3.2.1. MSW pre-treatment Processes: Mechanical treatment (MT) and Mechanical-Biological treatment (MBT)
The pretreatment process of MSW includes the approach of mechanical treatment (MT) or mechanical–biological treatment (MBT) (Fig. 4). This pretreatment stage aims to enhance the capacity of energy recovery and optimize the type of waste that can be potentially upcycled into energy. In MT plants, the procedures involve mechanical sorting operations, size reduction (shredding techniques with different particle sizes, milling, chipping, crushing), separation and screening (magnetic separation (removal of Fe-metals), eddy-current separation (removal of non-Fe-metals)), sieving steps, blending, drying, and pelletizing [38].
 Fig. 4. (a) Mechanical pretreatment; (b) Mechanical-Biological pretreatment of MSW. The figure is redrawn from Ref. [65].
Fig. 4. (a) Mechanical pretreatment; (b) Mechanical-Biological pretreatment of MSW. The figure is redrawn from Ref. [65].It should be emphasized that MT method will be more efficient, cost-effective, and technologically feasible if MSW is readily separated at source. When MSW is not sorted beforehand, additional production line that consist of numerous stations and laborers is necessary to separate the undesirable waste components. Following the MT process, the remaining combustible materials like wastepaper, waste plastic, and waste cardboard are used for energy recovery, which can be incinerated directly, co-incinerated in the power plant or pelletized for subsequent upgrading process [50].
On the other hand, MBT plant involves two integrated mechanical (M) processing and biological treatment (BT) reactors. By integrating biological stabilization technology into the mechanical treatment platform, it becomes possible to employ bacterial-driven biological treatment for the processing of MSW residue that left-over from MT treatment, as well as MSW containing substantial quantities of organic (biodegradable) elements. This process can generate valuable of organic soil conditioner or biogas (CH4) as outcomes [88]. The mechanical process is similar to MT system, while additional biological treatment involves bio-drying, bio-stabilization, composting, anaerobic digestion [89].
The bio-drying process reduces the moisture content of MSW through the heat generated by forced aeration during microbial metabolism, along with a reduction in odor through biological stabilization [90]. Additionally, this process enhances the calorific value of the treated MSW, resulting in a thermally dried and highly mineralized organic material [38]Bio-drying process shares similarities with composting treatment, but unlike composting, the treated product is partially stabilized to preserve the organic content of the feedstock [91]. It requires appropriate degree of temperature and air flow rates to optimize moisture removal to produce high energy density of RDF [91], [92]. According to Patcharavongsiri et al. [93], increased of rotation speed resulted rapid decrease in moisture content due to high rate of evaporation. Consequently, the moisture content decreased from 63 % to 13 % within 8 days. On the other hand, slower rotation and preheating created favorable conditions for effective biodegradation by raising the degradation temperature. In addition, Sutthiprapa et al. [94] reported that GHG emissions (CH4, CO2, N2O) were lowered at the aeration rate of 0.2 L/min as compared aeration rate of 0.5 L/min. The moisture content was reduced significantly by 40.6 – 94.5 % in treated wastes after 14 days.
However, the biological treatment process has common challenges, which require long treatment period for more than 1 week to months, along with the presence obnoxious odors [95]. This treatment raises system complexity such as, adding inherent system losses and induce additional energy consumption [57]. In addition, RDF presents several challenges such as high moisture levels, large granulometry, substantial of ash content, and low calorific value when compared to fossil-based coal. These limitations prevent its effectiveness usage for cement co-processing due to inadequate quality. Therefore, it becomes essential to enhance the physico-chemical properties of MSW precursors through pretreatment process, prior for RDF production through the thermo-chemical conversion process. Table 7 summarizes the MT and MBT studies of various MSW for pretreatment stage.
Table 7. MT and MBT studies of various types of MSW for pretreatment stage.