1. Introduction
Fiber reinforced polymer composites, FRPC,1 are nowadays gaining ground in many fields such as automotive, aeronautic, or in renewable energy equipment. Indeed, according to a study conducted by JEC Group (Reux et al., 2020), the major industries using composite materials, in volume, are transportation (28%), construction (20%), electric and electronic (16%) and pipelines and tanks (15%). Among those, the automotive sector will be the most demanding in composite materials in the near future as the number of hydrogen powered cars is expected to rise by 38% by 2030. The global composite market has reached 17.7 Mt in volume for a value of $86 billion. China (28%) and North America (26%) still stand as the major markets, followed Europe (21%) and the rest of Asia (19%).
With an increasing rate of production comes an increase of the amount of waste to dispose. Traditional disposal routes such as incineration and landfills are becoming more and more restrictive. It is essential to start thinking about more sustainable waste treatment. Various technologies are already in place such as thermal, mechanical and chemical recycling. Most of them where developed in order to process thermoset composites TSC,2 with small length fiber plus matrix recovery when dealing with mechanical processing or high cost methods for separation of the fibers from the matrix, and then only recycle the fibers. However, these routes will not be highlighted in further works as the need of tomorrow will be the recycling of thermoplastic composites TPC3 offering the possibility of re-using either fiber and matrix.
Generally speaking, all the processes have to face some barriers such as their high cost, the loss of material properties and the lack of market using recycled materials. Intensive R&D investigations still have to be conducted in diverse areas:
-
-
More easily recyclable composite materials
-
-
More efficient and intensified recycling processes
-
-
Production techniques partially using recycled materials
-
-
Improvement of the waste collection chain
A recent project named SEARRCH, Sustainability Engineering Assessment Research for Recycling Composite High-value, was conducted by the French National Agency for Research, ANR, with the aim of highlighting stakeholder’s points of view in terms of composite recycling (Pillain et al., 2020). Four main criteria were put forward by the different categories of people, producers, end-of-life managers, Institutional/Normative and researchers:
-
-
Quality: Properties conservation of the recyclates
-
-
Norms and regulation: Initiate and oblige the structuration of the recycling sector
-
-
Mastering recycling process: Go towards an industrial scale
-
-
Maturity of the recycling process: Increase the technological readiness level, TRL.4
Based on these ideas, every actor intervening in the product chain, from cradle-to-cradle, has to pool efforts to produce more sustainable products and help improving the waste collection and treatment, in order to reduce the carbon foot print. As an example, a life cycle analysis estimated that the production of virgin carbon fibers accounted for 80% of the carbon foot print contribution among the different stages of the product, supporting the need of developing and improving recycling to prevent the production of new fibers (Katsiropoulos et al., 2019).
The literature search was first conducted on the Scopus database and was then completed with additional online database such as Scifinder, Science Direct, Research Gate and Web of Science. The search was mainly limited to the past 20 y. The main keywords employed were “carbon fiber”, “glass fiber”, “Fiber reinforced polymers” and “recycling”. Relevant articles were carefully selected and classified into 3 categories: the first dealt with articles about the composite recycling sector in general, the second one contained papers which focused only on one specific technique and the last one with those containing some technico-economic aspects. The aim of this work is to give an overview of the current situation of the FRPC recycling sector, logistical, technical and legal challenges. The following of the review will expose technologies which have been explored in the past 20 y. Some of them have reached an industrial and commercial level, while others are still under investigation. Then, a particular focus will be made on novel recycling techniques specially dedicated to thermoplastic composites, as their use is on a continuous increasing pathway. Finally, remaining gaps will be identified.
2. The composite recycling sector
Stakes are both environmental and economic. Limiting waste disposed in landfills as well as replacing non-renewable resources by recycled ones will help promoting the use of composite materials for diverse fields of application (Frerejean, 2017). Facing the remaining obstacles of the recycling process is essential for the sustainability of this sector.
2.1. Main challenges
Plastic composites are materials composed of a polymer matrix combined with a fiber reinforcement, to which other components such as mineral charges can sometimes be added. Attractive by their high thermomechanical properties, their lightness and their long-life span, the heterogeneous aspect of their composition is one of the factors limiting their recyclability (Krawczak, 2011; Yang et al., 2012). As an example, waste printed circuit boards are made of a metallic part combined with a non-metallic part composed of a thermoset matrix, glass fibers, mineral fillers, and fire retardant compounds (Grigorescu et al., 2020).
In the past, TSC accounted for two third of the polymer composites. As they cannot be re-moulded, they present a greater difficulty for being recycled compared to TPC, leading to a preference towards the latter. In 2019, thermoset matrices still accounted for 61% counter 39% for thermoplastic ones. Glass fibers, GF,5 are by far the most employed (88%) counter natural fibers (11%) and carbon fibers, CF,6 (1%) (JEC Group, 2020). Despite this discrepancy, recent articles are usually carbon fiber reinforced polymers focused, CFRP,7 as CF represent a higher commercial value, hence receiving more attention (Oliveux et al., 2015). This disparity can be put forward when carrying out a keyword search on Scopus. When typing “Glass fiber reinforced polymer” AND “recycling” and in the same way for carbon fibers, Fig. 1 is obtained. Previous studies were concentrated on either CF and GF and in a very low proportion. Since 2011, studies have continuously increased in an exponential manner with a steeper slope for CF.
 Fig. 1
Fig. 1In spite of numerous studies, many technical, logistical and economical obstacles remain. The complexity of their structure and the alteration of mechanical properties during the recycling process lead mostly to the recovery of energy and fuel matter and materials of a lower quality. Added to that, the waste quantity is largely inferior to those of plastics or metals, yielding to a lack of interest in recycling them. The geographical dispersion of generated waste also makes the collection difficult and costly.
As environmental concerns are omnipresent, the management of waste is becoming a priority for the lasting of this type of material. Regarding the metal industry, recycling is well established as it is economical favourable. On the contrary, for composites, processes are not yet always cost-effective as it is usually less expensive to dispose them in landfills.
2.2. Legislative scope
In order to encourage companies to recycle, governments have to interfere by using economic and legislative tools such as increasing taxes on landfills and imposing compulsory directives. In the UK, the taxes rate for landfills reached £84.40 per ton in 2017 (Zhang et al., 2020), making the disposal in landfills more costly than incineration (Li et al., 2016).
The concept of extended producer responsibility, has been integrated by the European Parliament in the 2008/98/CE Directive. This idea means that every person in charge of developing, manufacturing, processing, treating, selling or importing products is responsible of the upstream and downstream impacts throughout the whole life cycle of the product (The European Parliament and of the Council, 2008). To encourage this procedure, five specific directives have been created at a European level (packages, batteries, end-of-life vehicles, electric and electronic devices waste, medicines). Member states may add other measures such as France which counts about twenty of them (ADEME, 2017).
In the same directive, the European Parliament has also reported the waste management hierarchy displayed in Fig. 2:
-
1
- Prevention stands at the top of the hierarchy. This step includes any measure taken before waste is produced. It can be reducing the quantity of resources used, replacing harmful products by harmfulness ones, improving the effectiveness of processes, and extending the life-span of products.
-
2
- The reuse step consists in reusing a material, which has not gone through any thermal, mechanical or chemical transformation, for the same or for other purposes than the one it has been designed for. As an example, a recent study suggested a conceptual solution to extract segments from decommissioned wind turbine blades and to reuse them for structural application for affordable housing communities (Bank et al., 2018).
-
3
- Recycling comes if any thermal, mechanical, or chemical transformation is needed before reusing the material. Application fields of recycled materials are usually less demanding because of the loss of properties during the recycling process. The recovery of energy and material as well as preserving as much as possible mechanical properties are the biggest challenges of this step.
-
4
– The last possible solution consists in incinerating the material in order to recover as much resources as possible. It can either be:
-
-
Material and energy
-
-
Energy only
-
-
No recovery
 Fig. 2
Fig. 2Even if this route generates a great amount of electricity and heat, it also increases severely green-house gas emissions and produces ash by-products, that can only end-up in landfills (Karuppannan Gopalraj and Kärki, 2020). This solution must not be a first choice and will not be considered as a recycling technique in this review.
-
5
– If none of these previous steps are possible, products are disposed in landfills. However, some countries, such as Germany, has already forbidden the disposal of composite waste in landfills (Jacob, 2011; Katsiropoulos et al., 2019).
Moreover, The United Nations developed “The Sustainable Development Goals” to address global challenges to achieve a better and more sustainable future for all. The aim is to achieve all 17 SDGs and 169 targets by 2030 (United Nations, 2020). Recycling is part of the goal number 12, which aims to achieve a responsible consumption and production by “doing more and better with less” (United Nations, n.d.).
2.3. Waste collection and treatment
A schematic diagram of the recycling chain is presented in Fig. 3. Waste can be divided into two categories. On the one side, those emanating from the production are more easily treated as they tend to be well identified, concentrated in specific areas, and with less contamination. On the other side, waste generated by end-of-life, EOL,8 products are much more complicated to deal with for several reasons. Coming from disperse places, a specialised channel of collection has to be put in place. Moreover, these products are usually mixed, with no longer identification labels, resulting in the need of a first sorting out before treatment. This mixing can lead to severe contaminations, which sometimes prevents recycling. These impurities can be non-extractible pollution or extractible pollution which will be turned into additional waste to treat (Robin, 2003). Finally, the delay between the production and the end-of-life varies between products, giving rise to some fluctuation of the amount of waste to treat.
 Fig. 3
Fig. 3Consequently, quantifying composite waste is quite difficult as it represents strategic figures for the different stakeholders. Only an estimation can be made. The CReCoF, French Composite Recycling Comity, has estimated the amount of waste generated by the production to be between 7000 and 15,000 t/year, and the one coming from EOL products between 3000 and 7000 t/y. These last figures are expected to rise by 2025, with the first boats and wind turbine blades to be replaced, added to the increasing use in the automotive sector.
Collection and transport also depend on the type of product to treat. Some collection chains are already well established such as EOL aircrafts and vehicles. Even between these two, differences exist. Indeed, due to their huge size, aircraft pieces first need to be cut into smaller pieces for ease of transportation, whereas vehicles are more easily transported straight away to the dismantling firm. However, waste collection in some areas, in particular for small products such as electronic devices or leisure equipment is still incomplete and quite difficult because of the spreading of their location.
At the bottom of this diagram can be found the markets, to which recycled products will be further sold. That last link in the chain is the one dictating requirements and demand on the quality and prices of the recycled products. The recycling process chosen is significantly influenced by the markets in order to meet all their criteria.
2.4. Why turn from TSC to TPC
More and more, composite with thermoplastic matrices have attracted attention as they present many advantages over thermoset matrices. Amongst these, an easier recyclability is the most cited criteria, as well as post-formability, as it meets environmental concerns. Indeed, they have the ability to be re-melted and re-moulded upon heating, in order to be re-shaped, Fig. 4 (Liu et al., 2017; Murray et al., 2021).
 Fig. 4
Fig. 4The recent success of TPC can also be attributed to the rise of automated manufacturing processes capable of producing complex parts at an industrial production rate resulting in a reduction of manufacturing costs and processing times (Babeau et al., 2020). These resins can also be thermally joined, so no adhesive bonds are needed.
Similar mechanical properties are usually observed when compared to thermoset composites. A recent study (Murray et al., 2021) established a structural characterisation of a 13 m thermoplastic composite wind turbine blade that was compared with a thermoset one. Flatwise structural static performance and fatigue performance were proved to be similar. The main difference noticed was an increase of damping which could induce reduced operational loads.
Finally, storage of TP resins is easier as they can be stored over long time period without losing performance or ability to process (Stewart, 2011). They are stable at ambient temperature in the form of granulates or powders, making their handling easier and safer compared to TS resins which have to be stored under very cold temperatures (Li and Englund, 2017).
Many processes have already been widely studied for the recycling of FRPC as a whole, without necessarily benefiting from the different advantages of the thermoplastic matrix cited previously. These will be presented along the following section 3 while emerging techniques focusing on the recycling of TPC will be presented in section 4.
3. Main processes
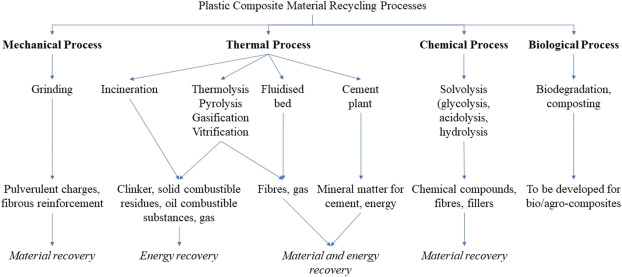
Four main categories (Krawczak, 2011), presented in Fig. 5, stand out.
-
-
Mechanical processes: The material is reintegrated in another object without undergoing any modification of its chemical structure. After being shredded, fiber-rich and matrix-rich fractions are separated and are usually of a lower quality compared to the initial material.
-
-
Thermal processes: The material goes through a high temperature treatment which can lead to the recovery of some solid residues as well as some energy.
-
-
Chemical processes: During chemical depolymerisation, the organic and mineral fractions are separated by the use of a solvent, in order to be employed as intermediate products in new syntheses or in new products. As this route can sometimes generate chemical waste with environmental concerns, this technique has not been widely studied besides from lab scale. However, the use of super critical-fluids, considered as cleaner processes, could be an alternative (Yang et al., 2012).
-
-
Biologic processes: The material is deteriorated under the action of living organisms. This route will not be further examined here as fiber reinforced polymers are aiming to have a long life-span, and thus not be bio-degradable.
 Fig. 5
Fig. 5The recycling technique chosen depends significantly on the type of fibers composing the material. As virgin glass fibers are less expensive in comparison to carbon fibers, the recycling techniques used for GFRP will have to be cheaper compared to the ones for CF. Moreover, GF tend to be highly damaged through high temperature processes. Consequently, GFRP will usually undergo mechanical recycling processes while CFRP will mostly be treated by a thermochemical process, in order to recover the fibers with the less damage as possible, hence preserving their high value. Moreover, a technology readiness level assessment of several routes has been establish in 2015, confirming that mechanical grinding was the most advanced technique for GF while pyrolysis was preferred for CF (Rybicka et al., 2016). A more recent study would be necessary in order to include progresses in the diverse techniques as well as assessing new technologies. All are addressed below, and a comparison is summarized in Table 1.
Table 1. Summary of the different common recycling process.
| Process | Recovery | Advantages | Drawbacks | TRL |
|---|---|---|---|---|
| Mechanical (See section 3.1) |
Matrix rich fraction: Filler Fiber rich fraction: Reinforcement |
8-9 (GF)e 6-7(CF) |
||
| Cement plant (See section 3.2.1) |
Organic part: Energy recoveryf Mineral part: Composition of the clinker |
|
|
|
| Pyrolysis (See section 3.2.2) |
Matrix: Energy Fiber: Reinforcement |
|
|
8 (CF)e,d 6-7(GF)e |
| Fluidised bed (See section 3.2.3) |
Matrix: Energy Fiber: Reinforcement |
|
4e | |
| Microwaved pyrolysis (See section 3.2.4) |
Matrix: Energy Fiber: Reinforcement |
3e | ||
| Solvolysis (See section 3.3) |
Matrix turned into oligomers/monomersb,d Fiber: Reinforcement |
4b,e,d |
- a
- b
- c
- d
- e
- f
- g
- i
- j
- k
3.1. Mechanical processes
Today, the mechanical recycling consists in a multiple steps process of size reduction. After being shredded to a 50–100 mm size, a second step of grinding or milling enables obtaining recyclates sizing from 50 μm to 10 mm. Then, the whole is separated in different size fractions using cyclones, sieves or zig-zag air classifier (Palmer et al., 2009) ranging from fine powders to fibrous recyclates. The resin rich powder is commonly used as filler. At loading level of about 10w%, the mechanical properties are tolerable. The final component can be 5% lighter than the one using only virgin fillers such as silica or calcium carbonate, as the density of the polymer is lower (Pickering, 2006). However, it still quite hard to be economically competitive because of the low cost these virgin fillers (Otheguy et al., 2009).
The fibrous fraction is usually employed as a reinforcement. Drawbacks lie with the fact that fibers are shorter and that the bonding between the fiber and the new matrix is sometimes poor. This leads to a decrease in the mechanical properties of the final product, such as tensile strength, Young modulus and surface quality, by up to 50%, Fig. 6 (Kiss et al., 2020).
 Fig. 6
Fig. 6Despite a reduction in mechanical properties, this route presents the advantage of recovering both matrix and fibers, without the use of hazardous chemicals and an absence of gas emissions. It has been investigated for both CF and GF, however, the degradation of mechanical properties of the fibers limits the possibilities of remanufacturing, and is therefore more cost-effective for GFRP (Meira Castro et al., 2014; Pimenta and Pinho, 2011). Indeed, a life cycle cost analysis showed that the mechanical recycling of CFRP and its use to replace virgin GF, has a far higher net cost than landfills or incineration (Li et al., 2016). Added to that, the attrition provoked by CF occurring during the recycling process causes damage to the equipment, enhancing the operational costs, thus decreasing even more the economic benefit of recycling. However, an energy analysis showed that the unit process energy for mechanical recycling depends of the processing rate. This energy was in the order of 2.03 MJ/kg at 10 kg/h and was decreased to 0.27 at 150 kg/h. Compared to the embodied energy of virgin CF (183–286 MJ/kg), these figures are significantly lower, suggesting that these recycled fibers could be used in short fiber composites, in less mechanical demanding sectors, providing environmental benefits (Howarth et al., 2014).
3.2. Thermal processes
Thermal processes imply the recovery of the fibers by the removal of the resin by volatilizing it, leading to by-products such as gases, liquids or inorganic matter. Four main processes can be distinguished: cement plant, pyrolysis, fluidised bed, and microwaved pyrolysis.
3.2.1. Cement industry
This route consists in using composite waste as fuel in the cement industry. After a shredding step, the composite is introduced in the cement kiln. The organic part brings calorific value supplying the oven, whereas the mineral part enters the composition of the clinker. This way results in a 67% of material recovery and a 33% of energy recovery (Jacob, 2011). This method acts as an immediate solution, capable to treat rapidly big volumes of waste without producing ultimate waste. Limits include the fact that for carbon fiber, this process results only in an energy recovery.
3.2.2. Pyrolysis
Pyrolysis is the most studied route. Composite waste goes through a high temperature treatment (from 450 °C up to 700 °C), in absence of oxygen, which separates components while degrading the organic compounds. Hence, only fibers are recovered to be further reintroduced in materials. The matrix is divided into solid residues and gases which both serve as fuels. This route enables the recovery of long fibers with high modulus but contaminated by char. A post-pyrolysis treatment, consisting in an oxidation using air is needed to burn any char residues on the surface of the fiber (Naqvi et al., 2018). This treatment leads to the formation of an oxygen rich surface, which promotes chemical adhesion between the recycled fibers and the new resin (Cai et al., 2019; Mazzocchetti et al., 2018). Increased interfacial bonding between recycled short carbon fibers and an epoxy matrix can also be achieved through a polydopamine surface-modification (Huan et al., 2020).
Glass fibers’ mechanical properties can be severely hindered, up to 50% under very high temperature treatments. As the minimum temperature of this process is 450 °C, this technique is commonly used for carbon fibers, which preserve 95–99% of their initial mechanical properties, depending on the treatment conditions. A compromise has to be made between resulting mechanical properties and the amount of remaining chars. A temperature between 500 and 550 °C was found to be the higher limit to preserve the strength of the CF (Oliveux et al., 2015).
This technique has reached a high technology readiness level of 8. In 2010, ELG Carbon Fiber specialised one of its business unit in the recycling of CF, making them nowadays, one of the leaders in that field. Their research are still ongoing to optimise the length of the recycled CF and to seek for new opportunity markets (Holmes, 2018). Their partnership with Boeing in 2019 showed the possibility of using recycled CFRP in the aerospace industry.
3.2.3. Oxidation in fluidised bed
This technique consists in exposing the composite to a hot and oxygen-rich flow, in which it is combusted (450 °C up to 550 °C) (Pickering et al., 2000). The working temperature is selected in function of the matrix to be decomposed, to limit damages of the fibers. After a shredding step to 6–20 mm size, the composite is introduced into a bed of silica sand, on a metallic mesh, in which the resin will be decomposed into oxidized molecules and fiber filaments (Naqvi et al., 2018; Pickering, 2006). These components will be carried up with the air stream while heavier particles will sink in the bed. This last point is a great advantage for contaminated end-of-life products, with painted surfaces, foam cores or metal insert. A cyclone enables the recovery of fibers of length ranging between 5 and 10 mm and with very little contamination (Pickering, 2006). The matrix is fully oxidized in a second burner operating at approximatively 1000 °C leading to energy recovery and a clean flue gas, Fig. 7.
 Fig. 7
Fig. 7Regarding tensile strength, a reduction of 50% is achieved for glass fibers when treated at 450 °C while retaining the same stiffness. It can rise up to 90% when treated at 550 °C. For carbon fibers, the reduction is only of a 25% at 550 °C, with good potential for bonding to a new polymer matrix (Pickering, 2006). Pickering’s team claims that the energy consumption to reclaim CF using the fluidised bed process represents only 5–10% of the one needed to manufacture virgin CF (Pickering et al., 2015). Moreover, a life cycle analysis relative to the recovery of CF states that a reduction between 30 and 50% of Global Warming Potential and Primary Energy Demand can be achieve for a recycled CFRP having the same mechanical properties as those with virgin CF (Meng et al., 2017).
However, this process has not been intensively applied as it does not allow as much recovery of the resin part compared to the pyrolysis process. Only gases are recovered. Moreover, CF properties seems to be more hindered and would necessitate optimisation.
3.2.4. Microwaves assisted pyrolysis
Microwaves technology consist in the use of an electromagnetic irradiation of wavelength comprised between 0.01 m and 1 m. Microwaves can be decomposed into two perpendicular components, an electric and a magnetic field. Material presenting an absorbent property will convert electromagnetic energy into thermal energy. Unlike conventional heating, where the heat is transferred from the surface towards the inside, microwave heating will heat the material straight from the inside, enabling faster thermal transfer and energy savings (Motasemi and Afzal, 2013). Moderate temperature can therefore be used which is an advantage for the recycling of glass fibers which tend to be damage under high temperature treatments.
A study investigated the possibility of recycling GFRP arising from a wind turbine blade (Åkesson et al., 2012). Reclaimed glass fibers represented a 70% of the initial mass of the GFRP. These fibers presented an altered surface du to char residues leading to a loss of adhesion between the fibers and the matrix. In order to obtain tolerable mechanical properties, these recycled GF were reintroduced in a proportion of 25w% combined with virgin GF into the new composite. Such composite would be used for applications with lower mechanical demands.
Another study conducted microwave irradiation on CFRP waste under different atmospheres, argon, nitrogen and air (Obunai et al., 2015). The resin elimination ratio achieved 100% in air after 300s, and 90% in nitrogen or argon. However, under air atmosphere, SEM images showed flaws on the carbon fibers, concluding that argon and nitrogen were the best atmospheres to extract CF without flaw. The strength of the extracted fibers through microwave pyrolysis were similar to virgin fibers or to fibers extracted using the conventional routes.
Jiang et al. performed microwave pyrolysis on a carbon fiber reinforced thermoset composite under nitrogen flow in order to prevent oxidation. When introducing the recycled CF into two different thermoplastic matrices, the polypropylene composite presented better properties than nylon composite. The latter had better properties when using virgin CF. These observation were attributed to differences in surface roughness and surface bonding, which leads to think intelligently when reusing fibers (Jiang et al., 2015).
Other recent reviews proposed a green microwave assisted chemical method. The microwave process was accelerated by the use of H2O2 acting as a green oxidation agent, combined with tartaric acid, natural organic acid (Zabihi et al, 2020a, 2020b). The operation was conducted on both CF and GF reinforced amine cured epoxy polymer. On the one side, the recycling of CF reached a 95% yield for a 1min decomposition time, followed by a 25min cooling period. Reclaimed CF presented only 8% reduction in tensile strength, no reduction in Young modulus and 6.3% reduction in strain to failure (Zabihi et al., 2020b). On the other side, GF were recovered with a 92.7% tensile strength, a 96.2% strain to failure and a 99% Young modulus retention. Process decomposition lasted for 3min, followed by a cooling period of 1 h and achieved a 90% yield (Zabihi et al., 2020a).
3.3. Chemical processes
The use of a chemical approach requires the need of a reactive medium operating at low temperature (<350 °C) to degrade the resin. Under the action of the solvent, the matrix of the composite is decomposed into oligomers, while the fibers stay inert and can be recovered for further use. Giving the wide range of available solvent, this route offers many different processing variables such as temperature, pressure and the use of catalysts, as it will be further detailed in subsections 3.3.1, 3.3.2 and 3.3.3. The reactive solvent combined with co-solvent or catalysts diffuses into the composite and breaks specific bonds. This technique produces monomers from the resin and long clean fibers with no char residue on the surface, with preserved mechanical properties. Temperature and pressure conditions depend on the nature of the resin. Higher temperature are usually needed for epoxy matrices compared to polyester matrices.
Several reactive mediums have been studied, with water being the most used, as it is the eco-friendliest. Often combined with alkaline catalysts, it can also be associated with acidic catalysts when more resistant resins are needed to be degraded. Other solvent such as ethanol, acetone or mixtures of them have been studied.
Inconvenient of this route lies with the fact that it requires expensive equipment capable of resisting corrosive environment, containing hazardous solvents and withstanding temperatures and pressures when supercritical conditions are reached. This technique has been numerously studied at a lab-scale but not much at an industrial scale. It has now reached a TRL of 4 for CF (Zhang et al., 2020).
3.3.1. Low temperatures (<200 °C) and pressure
For low temperatures and atmospheric pressure, catalysts and stirring are generally needed. Acid mediums are mostly used compared to alkaline mediums as they are more aggressive towards the resin. This last point can make this process very dangerous in terms of safety and can sometimes produce solutions difficult to dispose of. Advantage of this route is the better control of the reaction due to lower temperature, limiting side-products and enhancing the recovery of monomers.
G. Cicala recycled a hybrid system composed of flax/CF and a bio based epoxy resin by using an acetic acid aqueous solution at 80 °C for 1h30 (Cicala et al., 2018). Y. Ma et al. compared depolymerisation using benzyl alcohol/K3PO4 at 200 °C and acid digestion using acetic acid/H2O2 at 110 °C (Ma et al., 2017; Ma and Nutt, 2018). Both routes were proved to be viable processes but the acid digestion was more effective for highly crossed linked amine-epoxy composites. For a CFRP with a thermoset matrix, the system acetic/H2O2 was proved to be efficient at 65 °C for 4 h, enabling a resin decomposition of 97% and the recovery of clean fibers with high mechanical properties retention (Das et al., 2018). The use of KOH/MEA solvent system operating at 160 °C for 90min enabled a degradation ratio of the amine cured epoxy resin of 98%, with a tensile strength and modulus retention of 93% (Zhao et al., 2020).
3.3.2. Sub-critical and super critical conditions
More recently, sub and supercritical fluids have been studied. Under specific temperature and pressure conditions, supercritical fluids present the advantage of behaving liquid-like (high densities, dissolution power) and gas-like (high diffusivities, low viscosities). They can therefore penetrate the material and dissolve the organic part, while still being relatively innocuous under atmospheric conditions (Pimenta and Pinho, 2011). Here again, water was mainly studied, but because of the intense conditions needed to reach the critical point, other solvent such as ethanol, methanol, propanol, acetone with lower critical conditions have been investigated. They do not always reduce the necessary temperature, but they mostly reduce pressure conditions (255 bar at 450 °C for 1-propanol counter 630 bar for water). In order to reduce temperature conditions, catalysts have to be employed. The type of resins is also a key factor in the choice of conditions. Thermoplastics like PEEK are attractive for their high thermal and chemical stability, making harder their degradation. Reaching their melting point is generally needed, and up to now, only water has been showed to be efficient (Oliveux et al., 2015).
Pinero-Hernanz’s team studied the recycling of CF reinforced epoxy resins in sub and supercritical water (Piñero-Hernanz et al., 2008a) as well as in organic solvents (methanol, ethanol, 1-propanol and acetone) (Piñero-Hernanz et al., 2008b). Subcritical water between 10 and 14 MPa and 300–400 °C led to a removal efficiency between 48 and 62w% of eliminated resin counter 79.3w% when using supercritical water under 28 MPa and 400 K. A higher removing efficiency of 95.4 wt% was achieved when using KOH as an alkali catalyst, but the fibers presented lower mechanical properties. An initial LCA analysis of recycling CFRP by supercritical water concluded that all eco-indicators were improved on an average of 80%. As mechanical performance are well retained, the performance/price ratio is consequently higher than for virgin fibers, as long as the price does not exceed 70–80% of new ones (Prinçaud et al., 2014).
When using organic solvent in a batch system, acetone was proved to be the most effective at low temperature, with an efficiency removal of 25w% at 300 °C compared to 7w% for the others. When increasing to 450 °C, acetone, ethanol and 1-propanol gave similar results around 78w%. By using a semi-continuous mode, mass transfer was enhanced and 98w% of the resin was removed at 350 °C for a flow rate of 1.1 kg-alcohol/kg-fiber/min. When adding a 0.02 mol/L of alkali catalyst, KOH, efficiency achieved 96.5% at 275 °C for the same flow rate (Piñero-Hernanz et al., 2008b).
Morales Ibarra et al. studied chemical recycling by using subcritical benzyl alcohol. A 93.7w% of decomposition rate was obtained after 1 h of treatment at 400 °C (Morales Ibarra et al., 2015). Using supercritical methanol has also been proved to be successful with a semi-flow type reactor, operating at 285 °C and 8 MPa for 80min. Clean fibers with a reduction of only 9% of the tensile strength were obtained (Okajima et al., 2014). An older overview of experiments using near- and supercritical solvent of CFRP can be found in C. Morin et al. review (Morin et al., 2012).
Once again, the high temperature and pressure conditions make it difficult to apply this process to glass fibers. One study has been found on the recycling of a GF polyester composite by using subcritical hydrolysis. Temperature appeared to be the major factor influencing the strength reduction. Moreover, fibers still remained highly contaminated and an organic solvent washing step had to be added (Oliveux et al, 2012, 2013).
3.3.3. Hybrid solvolysis-thermolysis process
This technique is under development by the French company Alpha Composite Recyclage in collaboration with several other partners. This technology uses water vapour which has been superheated under atmospheric pressure. Three output can be recovered: permanent gaseous fraction, condensed gaseous fraction, and recycled carbon fiber. High ratio of resin removal were obtained with clean fibers presenting no signs of surface degradation (Boulanghien, 2014; Boulanghien et al., 2015).
4. Specific techniques related to thermoplastic composites
All these previous methods can be applied to either TPC or TSC. However, they were initially developed for the recycling of thermoset composites in which the recovery of the matrix as a new material was not a priority towards the quality of the reclaimed fibers. Indeed, as they cannot be re-melted neither re-moulded, their use was of little interest apart from being used as fillers or as energy and heat feedstocks. As interest for thermoplastics is growing, new techniques have to be developed in order to leverage their re-melting and re-moulding properties while still recovering the reinforcement fraction. Early studies used grinding fractions as reinforcement in injection and press moulding process (Schinner et al., 1996; Steenkamer and Sullivan, 1998). In order to retain as much as possible fiber properties and length, further recycling techniques have been developed as well as techniques enhancing recycled material properties.
4.1. Novel recycling techniques
To take advantage of the recyclability of the thermoplastic matrix, novel recycling routes have been under investigation in the last few years in order to promote the use of thermoplastic reinforced composites over thermosets ones. These possible solutions are being presented by technologies and will not be classified into subcategories.
4.1.1. Electrofragmentation
This method recently developed by Roux et al. (Roux et al, 2014, 2017) consists in shredding CFRP by pulsed electrical discharges. Initially developed to extract crystals and precious stones from mining rocks, it is now expected to be developed for composites. The material is placed in a vessel containing water and two electrodes. The high voltage electrical pulse generated between the electrodes (50–200 kV) fragments the material into smaller pieces, Fig. 8. An analogous study carried out on GFRP led to similar conclusions (Mativenga et al., 2016). Compared to mechanical recycling, this electrodynamic fragmentation produces longer and cleaner fibers, with lower retained resin.
 Fig. 8
Fig. 8Oshima’s team compared the efficiency of this process over unidirectional and woven CFRP. They concluded that electrofragmentation recycling process was slower for laminated composite and that ruptures were visible on the carbon fibers (Oshima et al., 2020).
The inconvenient of this technique is that the energy consumed is 2.6 times the one of a mechanical route making it not economically competitive in terms of energy saving and needs further investigation.
4.1.2. TPC-cycle recycling project
This novel route is a project leaded by TPAC (ThermoPlastic composites Application Centre) and TPRC (ThermoPlastic composites Research Centre) in relationship with many industrial partners. This project targets mainly production scraps with the aim of developing a new recycling route which preserves high mechanical properties, while reducing the overall environmental impact for a reasonable cost. The solution proposed is said to produce net-shapes manufacturing, and complex pieces in a short time cycle by recovering both matrix and fibers (TPRC, n.d.).
It consists in a first step of size reduction to cm long flakes, followed by a simultaneous heating and low-shear mixing turning the flakes into a dough. The final step is a compression moulding in an isothermal mould (Bruijn and van Hattum, 2020) as showed in Fig. 9. High mechanical properties are preserved thanks to the retention of long fibers.
 Fig. 9
Fig. 9By focusing on the relation between the material properties and the processing steps, G. Vincent’s thesis (Vincent, 2019; Vincent et al., 2019) aimed to develop the technical feasibility and economic viability of this technique for multi-layered woven materials. From a technical point of view, some challenges still remain. Among these, we can cite the improvement of the mixing phase, the study of unidirectional tape materials and contaminated scrap, the study of the polymer degradation and change in crystallinity, and the development of non-destructive analysis.
A recent review emanating from this project is the construction of a rotorcraft access panel from recycled carbon PPS. In this research, the material employed comes from off cuts generated during the production. In this way, the traceability of the product is controlled. The rotorcraft access panel built has been proved to be lighter, more cost effective and it has been flight tested (Bruijn and van Hattum, 2020).
4.1.3. Thermosaïc® and Thermoprime®
These technologies were developed and patented by CETIM-CERMAT which is a research centre located in Alsace. In the last few years, it has developed a versatile process specifically dedicated to the production of thermoplastic composites from recycling materials, Fig. 10:
-
-
Thermosaïc®: Revalorisation of TPC manufacturing scrap by a thermo-mechanical process.
-
-
Thermoprime®: Upcycling of recycled thermoplastic such as PP or PA associated with long-length fibers.
 Fig. 10
Fig. 10In both systems, the output are panel-shaped products, only the supply system is different. These panels can further be processed by conventional techniques such as thermocompression or thermoforming.
The Thermosaïc® process consists in a first step of fragmentation and a second one of re-agglomeration (Maschino and Rougnon-Glasson, 2015). The material is milled into cm-sized pieces that will be laid on a conveyor belt to form a homogeneous bed. The shredded pieces are then heated and compressed in order to obtain panels up to a 10 mm thickness. Mechanical resistance is preserved due to the conservation of fibers of length between 30 mm and 200 mm (JEC Group, 2017). A similar process was used by Li’s team for the recycling of a CF/PEEK system (Li and Englund, 2017).
By modifying the input module, the ThermoPrime® process is obtained. This technique associates fibers with recycled thermoplastic. The resulting composite presents better properties than the original polymer, compensating the property loss caused by ageing and recycling of the thermoplastic.
4.1.4. Dissolution process
In a recent study, the dissolution process of a thermoplastic composite made of glass fiber reinforced Elium® thermoplastic resin was investigated (Cousins et al., 2019). A difference between solvolysis and dissolution has to be made here. By dissolution it is meant the dissolution of the polymer chains into the solvent, without the breakage of chemical bonds. This technique enabled the recovery of the polymer matrix as well as full-length fibers. Here, the dissolution was performed in chloroform for 72 h. The precipitation step could be either performed by precipitation in methanol, or by evaporation. This second option was preferred as it avoids a further separation step. An energy analysis confirmed that the dissolution coupled with evaporation was less energy-intensive, and it was expected that the loss of polymer matrix could be reduced due to the avoidance of an incomplete precipitation.
Regarding the recovery of the fiber, a 12% loss of stiffness was noticed, probably caused by the hand pulling apart, leading to misalignment and damages. Besides from that, mechanical properties were not hindered, as no heating treatment had been applied. Finally, a TGA analysis showed the presence of a 4w% of the original polymer matrix on the fibers. In order to be feasible, the economic analysis stated that 50% of GF had to be recovered and sold for $0.28/kg. For the resin, a 90% of the polymer had to be reclaimed and sold at $2.50/kg.
In the study conducted by (Liu et al., 2019), the same dissolution process has been used to recycle a CF/PEI composite. However, treatments following the dissolution were different, as depicted in Fig. 11. After a first size reduction, the thermoplastic composite was dissolved into N-methyl-2-pyrrolidone for 2 h at 60 °C. Chopped tapes were then placed in a container and shacked for 10min in order to obtain a uniform distribution. In parallel, the resin solution was filtered to eliminate any insoluble and virgin resin was added to achieve a solution containing 20w% of resins. Chopped tapes and the resin solution were placed in a sealed container for an impregnation step of 6 h at 60 °C. A vacuum oven enabled the evaporation of the solvent. Finally, the recycled material was thermally treated with a hot-press machine leading to recycled chopped fabric tapes-reinforced thermoplastics to be further manufacture with the desired shape. The recycled matter presented an 8% decrease in tensile strength compared to the virgin one, with a similar tensile modulus. Regarding the three-points bending test, a 10% reduction of bending strength was observed for a similar modulus. The microscopic analyses made by SEM showed that the surfaces of the fibers were strongly coated with the resin, indicating that fibers and resins were well bonded.
 Fig. 11
Fig. 11Dissolution has also been made possible by placing CF/PA6 into a benzyl alcohol solution at 160 °C for 1 h. Fibers were reclaimed by filtration and the resin precipitated when adding acetone. Formic acid and water were also tested, but the azeotropic formed complicated the solvent reclamation process (Tapper et al., 2019). The recycled material was further processed by employing the High Performance Discontinuous Fiber (HiPerDif) technology, which is a patented technique enabling the production of highly aligned discontinuous fiber tapes (Aravindan et al., 2020; Yu et al., 2014).
Drawbacks of this route stands within the fact that it uses hazardous chemical volatile solvents.
4.1.5. Mouldable granules
End-of-life thermoplastic composites can be recycled by directly manufacturing them into mouldable granules and mixing them with a virgin thermoplastic resin to be further processed by injection moulding. First studies were conducted in 1996 on GF/PPS and GF/PBT (Van Lochem et al., 1996). Then, this route was proved to be efficient for the recycling of the hull of a rigid inflatable boat, composed of GF/PP laminate with balsa core and paint. Achieved properties make it a valuable material for non-appearance automotive applications as well as in decking and wood imitation applications (Otheguy et al., 2009).
4.1.6. Innovative techniques at their first stages
(Kiss et al., 2020) explored very recently the use of reverse-thermoforming for the recycling of fiber reinforced thermoplastic composite laminates emanating from waste production. This method consists in applying heat (e.g. infrared radiation) and pressure in order to flatten the thermoformed part, Fig. 12. This process can only be applied if the weave structure of the piece if fully intact. If not, when reverse forming is applied, the flat shape obtained will present some defects such as wrinkles.
 Fig. 12
Fig. 12A US patent exposed a method of recycling thermoplastic fiber reinforced composites which are arranged in at least one deposition layer. The different layers are pulled off from the remaining component in the main fiber direction (Janssen, 2020). No further treatment is developed in the patent.
Toray Advanced Composites created a new continuous CFTP using a flow layer of discontinuous fiber composed of virgin or recycled TPC. This process enables the control of variable thicknesses and texture, stiffening ribs. The flow layer is supplied on the laminate which is then stampformed to obtain the desire design. This technique uses scrap from the same program, getting closer to a zero-waste production while avoiding problems of tractability and impurities (Toray Advanced Composite, 2019).
4.1.7. Recycling and additive manufacturing
Mechanical recycling and Fused Filament Fabrication, FFF, 3D printing was experimented for the recycling of glass fiber contained in wind turbine blades with a reintroduction in a PLA matrix. The addition of 5w% of recycled fibers increased by 16% the Young’s modulus and by 10% the tensile strength (Rahimizadeh et al., 2019).
In their review, S. C. Dertinger’s team studied different pathways for the remanufacturing of complex composite materials, which is in this case a windshield wiper blade made out of thermoplastic composite, with a soft and a hard part (Dertinger et al., 2020). After a first step of mechanical grinding, the following pathways were tested:
-
-
Production of filament for further use in FFF.
-
-
Fused particle fabrication FPF
-
-
Syringe printer
-
-
Injection moulding in a 3D printed mould
4.2. Alternative to improve efficiency of recycled materials
Limitation of recycling usually stands because of the length reduction of the fibers, leading to lower strength and stiffness. Several treatments can be put in place in order to improve properties of recycled short fiber thermoplastic composites.
In the studies of P. Anandakumar et al., continuous fiber reinforced thermoplastic inserts have been added along the critical locations. The critical stress was reduced by 30% (Anandakumar et al., 2020).
Another possibility was the production of a fiber hybrid composites. By combining a mix of waste CF and PA6 fibers with a 6 vol% of continuous glass fiber, the impact strength of the hybrid composite was increased by 50.5% (Hasan et al., 2019).
A project conducted at the University of Bordeaux consisted in a first step of de-weaving pieces of fabric followed by a realignment step of the fiber. A 90% alignment rate could be reached (Frerejean, 2017).
5. Remaining gaps
Although the use of FRPC is continuously increasing in many areas, their recycling still suffers from persistent shortcomings, mainly caused by uncertainties in the waste supply chain but also by other factors:
-
-
Quantity and frequency of waste: The amount of waste generated is not yet sufficient compared to other sectors, leading to a lack of interest. The long-life span of these materials can cause sudden and punctual disposal making the supply discontinuous. However, when large composite elements will reach their end-of-life, recycling will have to be mastered in order to avoid following the easier path of incineration.
-
-
Versatility of processes: Composite’s structure is becoming even more complex with the addition of additives, coating, or small metallic elements to give them extra properties. Therefore, one disposal route is not suitable and not flexible to all the different types of composite.
-
-
Geographical localisation: Some products are considered to be “static” (e.g. wind turbine) which means that they will no longer move until they reach their end-of-life. Others, considered as “mobile” (e.g. auto, aircraft, small elements), will be more difficult to deal with. Their end-of-life localisation and time are unknown.
-
-
Potential markets: On the one side, recycling is not intensively industrialised as they are not many potential markets. On the other side, the insufficiency of the number of markets comes from the fact that quantity of recycled product is not enough to present an interest to invest in, hence creating a vicious circle (Pillain et al., 2020). Recycling researches should be combined with intensive investigation of the potential re-use applications of recyclates. Loss of properties is inevitable during recycling processes. To provide cost effective and good quality recycled products, optimisation of re-manufacturing protocols and applications are as important as optimising initial manufacturing and recycling. Recycled material could either be introduced in an optimum proportion, combined with virgin material (Åkesson et al., 2012), or it can be use on its own in less demanding applications (Bruijn and van Hattum, 2020).
-
-
Intersectoral cooperation: Collaboration between sectors could be interesting to have a permanent relation between a supplier and a receiver. However, cooperation is difficult due to differences in time scale and production rate between each industry. Usually, very demanding sectors will be the providers. Materials employed in these fields usually have a longer life span compared to the production rate of less demanding sectors, hence not offering a continuous supply.
-
-
Lack of mathematical model: These models could be very useful for understanding the influence of the different recycling parameters on the quality of the recyclates. Indeed, papers provide mostly results based on experiments but do not provide models that could be further used by researchers to optimise processes in a more efficient way.
-
-
LCA and LCC analyses: Data for LCA and LCC analyses of recycling process are lacking (Liu et al., 2017). Few works have been focusing on that subject but without providing complete analysis. In his study, Katsiropoulos compared the LCA and LCC of different materials, without taking into account the higher product quality, the higher productivity and the recyclability offered by the PEEK composite over a thersomsetting epoxy composite (Katsiropoulos et al., 2019). Moreover, these analyses are usually performed once the technique is feasible. As environmental concerns are omnipresent, recycling processes have to be not only feasible, but also cost effective and eco-friendly. Conducting these analyses at an earlier stage of the developpent of a process could save time and money by preventing further changes in the process.
-
-
Penalties and privileges for companies: To encourage and promote recycling, penalties are already applied for non-recyclers, as well as increased taxes and the prohibition of disposal routes in certain countries. In addition, privileges (Pimenta and Pinho, 2011) and financial assistance could be provided to companies willing to recycle their waste.
-
-
Lack of binding regulation: The Extended Responsibility of the Producer should be implemented for many other sectors. Indeed, at a European level, only five fields are concerned. Even though each country is free to add its own regulations, a harmonisation would be preferred as waste crosses borders and should be equally treated everywhere.
-
-
Communication to consumers: For consumers, an increased communication over distinction of waste types and sorting out items is necessary. This could be achieved by an enhanced communication through medias, a better labelling of product with recycling instructions and local authorities who encourage sorting out by providing specific bins for the different types of waste.
6. Conclusion
An overview of the current status of the fiber reinforced polymer composite sector has been presented. Conventional recycling techniques as well as novel thermoplastic composites-oriented techniques were reviewed and remaining gaps were identified. Retaining mechanical properties as well as keeping low recycling and manufacturing costs are found to be the most challenging, leading to on-going research.
Many investigations have been conducted in the past 20 years with first, a major focus on the recovery of the reinforcement fraction of thermosets composites. Among these, thermal and mechanical processes are by far the most advanced techniques with a preference of pyrolysis for CF, grinding for GF and fluidised bed for end-of-life and contaminated materials. However, chemical processes are under high investigation, especially with the use of sub and supercritical fluids, which enables high retention of the fiber properties.
More recently, interest for thermoplastic composites has be continually growing, mainly because of their enhanced recyclability in comparison to thermosets. Although previous techniques could also be applied, taking advantage of the re-melting and re-moulding abilities of thermoplastics is essential for the development of this branch. Therefore, many projects are under investigation, with the aim of recovering both the reinforcement and matrix fractions. Initial promising results make it possible to consider a potential future for these materials.
Despite intensive researches and the increasing legal restrictions, recycling at an industrial scale is still a long way off. Investors fear to invest in this sector, manufacturers, users, recyclers and researches are not closely related and potential market using recycled materials are lacking. Mastering recycling and establishing applications are the keys to success of the closed loop composite sector. Recycled materials have to gain acceptance among producers and more intensive LCA and LCC should be conducted with the aim of highlighting the cost effectiveness and the environmental impacts of recycling and re-manufacturing thermoplastic composites.
CRediT authorship contribution statement
Rebecca Bernatas: Conceptualization, Writing – original draft. Sylvie Dagreou: Conceptualization, Supervision, Writing – review & editing. Auriane Despax-Ferreres: Conceptualization. Anaïs Barasinski: Conceptualization, Supervision, Writing – review & editing.
Declaration of competing interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.