1. Introduction
Shale bed has the property of low permeability (Bocora, 2012, Holditch, 2013, McGlade et al., 2013) and hydraulic fracturing is recognized as an appropriate stimulation technique for this kind of low permeability reservoirs (Hossain et al., 2000). The sliding sleeve is the core component of the hydraulic fracturing which offers great potential for the efficient production of hydraulic fracturing (Valvatne et al., 2003), since it can improve oil recovery, increase profits and reduce risks of an early production of undesirable fluids by optimal placement design (Almeida et al., 2010, Alhuthali et al., 2010, Aitokhuehi and Durlofsky, 2005, Doublet et al., 2009, Yeten et al., 2004). According to the operating mechanism, the present sliding sleeves can be divided into three kinds, including ball-activated sliding sleeves, hydraulic sliding sleeves and all-electric sliding sleeves.
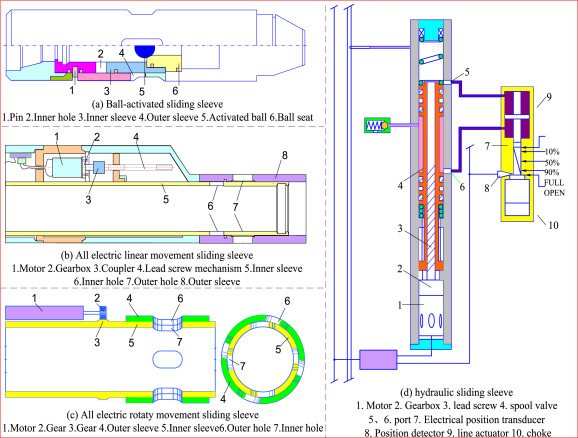
The ball-activated sliding sleeves have been studied deeply (Edwards, 1953, Williams, 2014), and its operating principle can be described as seen in Fig. 1(a). The activated ball and the conical surface of the ball seat form a sealing face. The pin will fracture when it reaches the shear stress by pressing the activated ball, and then the inner sleeve slides till the oil duct is opened (Pei et al., 2014). However, the ball-activated sliding sleeves have some disadvantages. For instance, diameter of each sliding sleeve exists grade difference, so numbers of the fracturing segments are limited. In addition, the operation as it works in the horizontal segment is difficult, so the working efficiency is lower.
 Fig. 1. Traditional sliding sleeves.
Fig. 1. Traditional sliding sleeves.The all-electric sliding sleeves have been developed in the recent years, which can be divided into two categories. The all-electric linear sliding sleeves consist of a motor, a gearbox, a lead screw mechanism, a coupler, an inner sleeve, an inner hole, an outer hole and an outer body (Carmody et al., 2000), as shown in Fig. 1(b). The motor transmits power to the sleeve through the gearbox, the coupler and the lead screw mechanism. The sleeve is driven to realize the overlap of the inner hole and the outer hole. The all-electric rotary sliding sleeves consist of a motor, an inner sleeve, an outer body, an outer hole and an inner hole, as shown in Fig. 1(c). The motor transmits power to the inner sleeve through the gear. The inner sleeve is rotated to open the oil duct. The all-electric sliding sleeve realizes electric transmission by the cable, which reduces the pipelines in hydraulic sliding sleeves. But they also have some disadvantages, such as lower power density and larger installation space.
In order to overcome the disadvantages of ball-activated sliding sleeves, hydraulic sliding sleeves were designed which controlled the opening of oil duct by spool valves instead of balls (Hosatte et al., 2008; MacDougall and Land, 2009, Vachon, 2013). As seen in Fig. 1 (d), the hydraulic motor rotates the gearbox which drives a lead screw mechanism. The spool valve is moved to open the port. Then the pressurized fluid flows into the linear actuator to drive the choke. The electrical position transducers are used to monitor the motion of choke. When the choke is adjusted to a desired position, the spool returns to its closed position. The hydraulic sliding sleeves can be used in both vertical and horizontal conditions, and can improve the numbers of the fracturing segments through the reciprocating strokes of actuator. However, the supply and return of hydraulic fluid requires long and complex pipelines, which reduce the integration and reliability of sliding sleeves.
According to the aforementioned literature, it can be concluded that the present sliding sleeves have different shortcomings. Combining the advantages of both hydraulic and all-electric sliding sleeves, a novel sliding sleeve is proposed in this paper. Due to the novel integrated design of high-pressure oil supply and low-pressure return oil parts, the complex pipelines are reduced to only the necessary pipelines for the fluid flowing within the sliding sleeve. Electric power is only provided to the electromagnet of the solenoid valves. In the following sections, the structure, working principles, design of the core components are discussed in detail. The experiment of the prototype shows that the novel design of sliding sleeve is promising in the shale oil and gas mining equipment application.
2. Novel sliding sleeve
2.1. Design requirement
Due to the specific downhole working conditions, the whole sliding sleeve should be compact. Nine opening and closing strokes of the sliding sleeve need to be completed. Outer diameter of the sliding sleeve should be no larger than 146 mm. Inner diameter of the inside oil duct should be no less than 70 mm. The stroke of the inner sleeve is 70 mm. The downhole environment pressure is 35 MPa.
The novel sliding sleeve consisted of an electrical control segment, a power source segment, an actuator segment and a terminal installation segment, as seen in Fig. 2. A slip ring and four solenoid directional valves were installed in the electrical control segment. The valves were controlled by a signal ball which goes through the electrical control segment. The power source segment included a high-pressure chamber, a hydraulic oil chamber, a tank and five plungers. The actuator segment included the piston and some accessories. The terminal installation segment limited the extreme position of the piston.
 Fig. 2. Main structure of the novel sliding sleeve.
Fig. 2. Main structure of the novel sliding sleeve.2.2. The system scheme
The system adopted an accumulator as power source. The high-pressure gas and hydraulic oil were separated into two individual parts by different chambers. The piston of the hydraulic cylinder acted as the inner sleeve of the novel sliding sleeve. The new device precisely controlled fluid sealed in the novel device through the four micro solenoid valves. Due to the high temperature in the downhole environment, the new sliding sleeve adopted aircraft hydraulic oil and heatproof sealing elements.
The energy system scheme and the hydraulic cylinder of the novel sliding sleeve are shown in Fig. 3, Fig. 4. Wanted fluids go through the exploitative holes, and are exploited by the device, as seen in Fig. 4(c). When four solenoid directional valves are not operated, the piston of the hydraulic cylinder is in a balanced position, as seen in Fig. 3, Fig. 4. The piston keeps still as it is actuated by two equal and opposite forces of low pressure oil. The exploitative holes are closed, and oil cannot go into the device. When the first and the fourth solenoid valves are activated, the piston of the hydraulic cylinder moves to the right, since the force acting on the left side is larger due to the high-pressure oil from the accumulator than that on the right side, as seen in Fig. 3, Fig. 4. The exploitative holes are closed by the piston. Unwanted oil cannot go into the device. Similarly, when the second and the fourth solenoid directional valves are activated, the piston of the hydraulic cylinder moves to the left, as shown in Fig. 3, Fig. 4. The exploitative holes are opened by the piston, and the wanted oil can go into the device. Through the above processes, the device can exploit wanted fluids and isolate unwanted fluids.
 Fig. 3. Hydraulic system of the sliding sleeve.
Fig. 3. Hydraulic system of the sliding sleeve. Fig. 4. Hydraulic cylinder of the sliding sleeve.
Fig. 4. Hydraulic cylinder of the sliding sleeve.3. Parameters optimization and simulation
Because the whole structure of the novel sliding sleeve is compact and highly adaptive to the special downhole environment, the structure and parameters of the core components are important for the performance of the novel sliding sleeve. Structure design of the accumulator, parameters optimization of the pipeline and simulation of the micro solenoid valve were all investigated.
3.1. Structure design of the accumulator
As the key component, the accumulator supplied the hydraulic energy for the novel device. The accumulator developed by using the compressibility of nitrogen was a device for accumulating high pressure oil. Nitrogen and oil were separated into the two chambers by the piston. High pressure nitrogen was charged into the high pressure gas chamber through the charging port, as shown in Fig. 5. When the piston was in the balance position, the hydraulic oil pressure was equal to the nitrogen pressure. In this way, hydraulic oil can store the hydraulic energy.
 Fig. 5. Principle chart of the accumulator.
Fig. 5. Principle chart of the accumulator.The micro solenoid valves were turned on when the actuator needed to be moved. The high pressure oil drived the actuator through the micro solenoid valves and the pipelines.
Compression process and expansion process of the accumulator abide by the state variable laws of gas, as shown in Eq. (1).(1)
The gas pressure is equal to the hydraulic oil pressure, which is shown in Eq. (2).(2)
Hydraulic oil compressibility is not obviously relative to gas compressibility.(3)
Arrangement of the holes is shown in Fig. 6. Function arrangement of each hole is shown in Fig. 7. To ensure the strength, the sizes of B and D must be guaranteed larger than 5 mm. This paper considered the reasonable values of A and C to confirm the numbers and diameters of the holes. Because the device will have a larger deformation if A and C are too small. The shorter holes depth and the reasonable hydraulic oil pressure were the design aims to satisfy the function of each hole. The parameters of the novel accumulator structure were calculated by Eqs. (1), (2), (3). Considering manufacturing technology of deep holes and wall thickness of each hole, the value of A was 8 mm, the value of B was 5 mm, the value of C was 8 mm and the value of D was 5 mm.
 Fig. 6. Arrangement of the hole size.
Fig. 6. Arrangement of the hole size. Fig. 7. Function arrangement of each hole.
Fig. 7. Function arrangement of each hole.3.2. Modeling and design of the novel micro valve
The solenoid valves should be designed in a micro size due to the limitation of whole size of the novel sliding sleeve. The common cartridge valve cannot satisfy the design requirements. So a novel micro valve is needed to be designed to meet its installation dimension, and the outer diameter of the micro solenoid valve is 20 mm. To avoid leakage, the novel micro valve adopted the cone valve structure. The whole structure of the micro valve is as shown in Fig. 8.
 Fig. 8. Structure of novel micro valve.
Fig. 8. Structure of novel micro valve.The micro solenoid valve contains four subsystems coupled with each other. Fig. 9 shows the internal interactions between the four subsystems. The solenoid subsystem focuses on the calculations of current intensity of coil winding, magnetic flux density and electromagnetic force. The solenoid subsystem imports voltage and exports electromagnetic force. The mechanical subsystem integrates forces with other models, and outputs the displacement and velocity. The fluid subsystem describes the force on the spool and imports displacement, velocity, flow rate and outlet pressure. The chamber pressure dynamics subsystem depicts the relation of the hydraulic compressibility and the pressure change (Xu et al., 2014).
 Fig. 9. Interactions of micro valve subsystem.
Fig. 9. Interactions of micro valve subsystem.3.2.1. Electronic & magnetic subsystem
The static Finite Element Method (FEM) model was developed to obtain the dynamic model parameters of the solenoid. More elaboration about the FEM model of solenoid was depicted in literature (Liu et al., 2010, Tao et al., 2002).
Finite element analysis of electromagnetic field was carried out by Ansoft. The static FEM model is shown in Fig. 10. The simulation model which adopted 2D model was established. Material characteristics were assigned to each element, and the magnetic material for this static analysis is DT4. The boundary conditions and excitation source were set, ampere turns was 800 A turn. Meshgeneration adopted automatic mesh generation.
 Fig. 10. Solenoid FEM model.
Fig. 10. Solenoid FEM model.The analysis results of flux and magnetic force are shown in Fig. 11, Fig. 12. The dynamic magnetic force which acts on the armature is calculated by Eq. (4):(4)
 Fig. 11. Flux analysis result of FEM.
Fig. 11. Flux analysis result of FEM. Fig. 12. Magnetic force analysis result of FEM.
Fig. 12. Magnetic force analysis result of FEM.The derivative of current can be described by Eq. (5):(5)
The equivalent electrical circuit of solenoid is shown in Fig. 13. Eddy currentsare taken into account globally using an electric resistance eddy. The inductance voltage is given as:(6)
 Fig. 13. Equivalent electrical circuit of solenoid.
Fig. 13. Equivalent electrical circuit of solenoid.The dynamic motion of armature can be derived as:(7)
The spring force of solenoid is:(8)
According to the design parameters and work principle of the micro valve, the magnetic force should be up to 18 N to supply sufficient driving force. The electromagnetic test result of magnetic force is shown in Fig. 14. The electromagnetic force can reach up to 21 N. The magnetic force can satisfy the demand of driving force of the micro valve.
 Fig. 14. Test result of magnetic force.
Fig. 14. Test result of magnetic force.3.2.2. Mechanical subsystem
The micro valve adopted the poppet valve structure, the spool was subjected to the hydraulic pressure force, solenoid output force, spring force, viscous friction force and flow force, as shown in Fig. 15.(9)
 Fig. 15. Geometrical parameters of throttle.
Fig. 15. Geometrical parameters of throttle.Assuming a perfectly centered spool in a sleeve (Merritt, 1967), the viscous friction is:(10) and are calculated by Eq. (8), (15) respectively.
3.2.3. Fluid subsystem
In the flow rate calculation, the flow condition is evaluated by the Reynolds number. The Reynolds number can be calculated using Eq. (11) (Manring, 2005):(11)
The valve orifice area and hydraulic diameter of the valve orifice can be expressed as(12)(13)
The flow rate from the control valve orifice can be expressed as(14)
The steady flow force can be calculated by momentum change, as presented in Eq. (15):(15)
3.2.4. Chamber pressure dynamics subsystem
The chamber pressure can be calculated by the basic hydraulic compressibility equation:(16)
The positive or negative sign in this equation depends on the direction of the valve motion.

3.3. Parameters optimization of the pipeline
Because of the high-integration design requirement of the novel appliance, the pipeline structure was slender. The pipelines between the hydraulic source and the control valves do not cause large impact on the dynamic characteristic of the system; however, the pipelines between the control valves and the actuator may bring obvious influence on the whole system. The novel device controlled the whole system by the four micro solenoid valves. By opening and closing the valves, the system can make the sliding sleeve do reciprocating motion. In the process, fluid would stop flowing immediately in the pipelines if the valves are closed. Kinetic energy of flowing fluid would transform into squeezing energy at the moment. Then, the fluid pressure will rise sharply, which causes hydraulic shock. So this paper focuses on parameters optimization of the pipelines between the control valves and the actuator.
The linear friction model for fluid pipeline was adopted. The fluid mechanics equations are presented in Eqs. (17), (18), (19) (Chen, 1992).
Continuity equation:(17)
Momentum equation:(18)
Energy equation:(19)
The transfer function of amplitude-frequency characteristic of the fluid pipeline pressure ratio is depicted as(20)where,(21)
Parameters setting in simulation analysis of amplitude-frequency characteristic of pipeline are listed in Table 2. The amplitude-frequency characteristic of the fluid pipeline pressure ratio obtained by MATLAB simulation under different pipeline lengths and diameters are shown in Fig. 17, Fig. 18.
Table 2. Parameters setting in simulation analysis of amplitude-frequency characteristic of pipeline.
| Physical properties | Unit | Value |
|---|---|---|
| kg/m3 | 870 | |
| m2/s | 246 | |
| m | 3–6 | |
| mm | 6–12 |
 Fig. 17. Amplitude-frequency characteristic of the fluid pipeline pressure ratio of different pipeline lengths under 6 mm diameter.
Fig. 17. Amplitude-frequency characteristic of the fluid pipeline pressure ratio of different pipeline lengths under 6 mm diameter. Fig. 18. Amplitude-frequency characteristic of the fluid pipeline pressure ratio of different pipeline diameters under 4 m pipeline length.
Fig. 18. Amplitude-frequency characteristic of the fluid pipeline pressure ratio of different pipeline diameters under 4 m pipeline length.It is observed in Fig. 17 that the resonant frequency point numbers have an increasing trend as the pipeline length increases. However, the amplitude of the resonant frequency becomes smaller. Decay rate of oscillation becomes faster while the pipeline length increases. Considering the resonant times of the longer pipelines are longer than that of the shorter pipelines, the resonant amplitude of 3 m pipeline is greater than that of 4 m. Therefore, 4 m was the parameter optimization result of pipeline length. As seen in Fig. 18, there are three resonance frequency points in 2000 Hz frequency section. The resonant amplitude grows as the pipeline diameter increases. This result can be obtained because the collision between fluid pressure wave and the pipeline is not frequent in the larger diameter pipeline. Thus, 6 mm was the parameter optimization result of the pipeline diameter.
4. Results and discussion
The whole novel sliding sleeve is shown in Fig. 19. Outer diameter of the novel sliding sleeve is 146 mm, and inner diameter is 70 mm. Gas storage volume is 0.8 L, and hydraulic oil storage volume is 1 L.
 Fig. 19. Whole sliding sleeve.
Fig. 19. Whole sliding sleeve.The test result of the novel energy system is shown in Fig. 20. The initial pressure of the device was 20 MPa in the experiments. The final pressure was 8.9 MPa, which was larger than 6.37 MPa (operation pressure). This means that the new device can provide more driving force after finishing necessary movement. The results showed that the novel power system can complete nine strokes and the final pressure can satisfy the design requirements.
 Fig. 20. Pressure of the novel sliding sleeve.
Fig. 20. Pressure of the novel sliding sleeve.Because the nine strokes were independent actions, this study focused on the first stroke to verify the correctness of mathematic models for key components. Simulation curves of accumulator pressure, actuator displacement and velocity are shown in Fig. 21, Fig. 22, Fig. 23. Fig. 21 shows that simulation curve and test curve of the accumulator pressure. The simulation pressure of the accumulator fell from 20 MPa to 18.445 MPa in 8.2 s, and the test pressure of the accumulator decreased from 20 MPa to 18.34 MPa in 8.5 s. So the pressure error and time error were in a reasonable scope. The mathematic models were reasonable. The energy system was so compact that the displacement sensor and velocity sensor were inconvenient to install to test the displacement and velocity of the actuator. Therefore, the simulation model was used to predict the system behavior. The displacement and velocity simulation results of first stroke are shown in Fig. 22, Fig. 23, which indicate that the displacement and velocity of the new device can meet the design requirement.
 Fig. 21. Accumulator pressure.
Fig. 21. Accumulator pressure. Fig. 22. Actuator displacement.
Fig. 22. Actuator displacement. Fig. 23. Actuator velocity.
Fig. 23. Actuator velocity.