1. Introduction
Carbon fiber strengthened polymers have been widely utilized as a modern material for high-strength and lightweight engineering structures due to their high tensile strength and stiffness properties. But the compression strength, interlaminar shear strength and interlaminar fracture toughness properties are much lower than the tensile strength properties. It is well known that polymer resins strengthened with nanomaterials lead to a high improvement in the compression strength, flexural strength and shear strength properties of carbon fiber composites thanks to the morphology of nanomaterials, particularly carbon nanotubes, great dispersion and good alignment of fillers with polymer resins [[1], [2], [3]].
Advanced engineering applications of carbon nanomaterials, particularly single carbon nanotubes (SWCNT) and multi-walled carbon nanotubes (MWCNT) became indispensable due to their superior mechanical, thermal, and electrical properties. Although these carbon nanomaterials have seductive properties, an agglomerate phenomenon impedes the full benefit of these nanomaterials, especially MWCNT [[4], [5], [6]].
In order to achieve optimal usage of these carbon nanomaterials, there are main challenges that must be overcome at the manufacturing processes of nanocomposites or at the wetting processes of hybrid fiber compositesmodified with nanocomposites, particularly dispersion processes of carbon nanotubes and alignment between the polymers and carbon nanotubes or fibers [[7], [8], [9], [10]].
To overcome these difficulties, two practical methods were utilized to promote the properties of nanocomposites and prevent re-agglomeration phenomena before their use in the manufacture of hybrid carbon fiber composites: the mechanical method and the chemical method. The mechanical method involves calendering technique, high-shear mixing technique, extruder technique, ball milling technique, and sonication technique. However, as a result of its premium characteristics, particularly high efficiency, a prob-type ultrasonic technique has been utilized by many researchers to achieve highly homogenous dispersion degrees of carbon nanomaterials in the resins at a low weight content. It has been selected to disperse carbon nanotubes in the present study. Chemical solvents (e.g., cyclohexanol, diethyl ether, phenylphenol, acetone, methanol, and catechol) were utilized by many researchers in order to modify the degree of dispersion and alignment of carbon nanotubes and polymer resins. These chemical dispersants have achieved remarkable success in either the modification process of the MWCNT surface or the degree of dispersion of the nanotubes in the resins [[11], [12], [13]].
In recent years, there has been interest in the usage of copolymer block groups (e.g., BYK dispersants), where these dispersants have been considered a good solution for the obstacles of dispersion for MWCNT in the epoxy resins because the addition of these types of dispersants can lead to a reduction in the viscosity of the epoxy resins, which permits the processes of dispersion for carbon nanotubes in the resin to run as easily and smoothly at short times as possible and prevents agglomeration phenomena. Hence, this modifies the degree of dispersion of carbon nanotubes in the resins. Thus, more improvements in the strength properties of resins are expected. A positive effect of multiple types of copolymer block groups (BYK) on the degree of dispersion and alignment of nanotubes with polymer resins has also been illustrated by a number of researchers [[14], [15], [16]].
Interestingly, a number of researchers studied precisely the effect of copolymer block group dispersants for carbon nanotubes on the mechanical properties of polymer nanocomposites and hybrid fiber reinforced with polymer nanocomposites. A combination of mechanical and chemical dispersants has been utilized in most of these studies. The main purpose of that was to improve the degree of dispersion and achieve good alignment between nanotubes and matrix. In conclusion, the researchers reported an improvement in the tensile strength, thermomechanical properties, fatigue properties, wear resistance, interlaminar shear strength properties, and interlaminar fracture toughness of hybrid polymer composites because of the improved degree of dispersion [[17], [18], [19], [20], [21]].
However, a few studies focused on the effects of block copolymer dispersants for MWCNT on the mechanical properties of epoxy resins and carbon or glass fiber composites. Loos et al. have utilized a single or a combination of two different dispersing agents (e.g., 9077 BYK, 2155 BYK) and polyalkyleneoxide-modified polydimethylsiloxane (e.g., L-7500, L-7602) to disperse MWCNT and prepare epoxy nanocomposites. The influence of different preparation methods and the usage of block copolymers on the tensile strength properties and surface resistivity of the nanocomposites have been assessed. The results concluded have been related to the dispersion stability of the carbon nanotubes in the epoxy nanocomposites [22]. Zhao et al. modified the dispersion of carbon nanotubes in a glass fiber reinforced with epoxy nanocomposites. The addition of carbon nanotubes dispersed with BYK improved the flexural strength of these hybrid fiber composites. [23], Cho et al. have utilized carbon nanotubes dispersant with BYK to produce carbon fiber reinforced with epoxy nanocomposites. The results of their study showed enhancements in compressive, interlaminar shear strengths, and thermal properties [24]. To the best of my knowledge, there is no clear study that explains the effects of BYK dispersants on the flexural strength properties of carbon fiber reinforced with epoxy nanocomposites.
In the current study, 2150 BYK dispersant has been utilized as a highly effective wetting and dispersing additive that displays high affinity for MWCNT surfaces and stabilizes the nanotubes against re-agglomeration phenomena in the epoxy resins. The prob-type ultrasonic techniques with this novel dispersant were combined to promote the degree of dispersion of MWCNT into the resin and to achieve good alignment between nanotubes and matrix in order to obtain the premium strength properties of epoxy nanocomposites. The optimized nanophase resins dispersed with BYK were utilized in the manufacture of hybrid carbon fiber composites utilizing hand-layup technique. The effects of optimized nanophase resins by BYK dispersants on the flexural strength properties of epoxy resin and novel carbon fiber composites have been investigated and compared with carbon fiber modified by MWCNT without BYK.
2. Experimental work
2.1. Materials
Araldite LY 556 epoxy resin with Aradur 906 hardener were utilized to manufacture hybrid composite materials. The weight proportion of resins was 100% epoxy with 95% hardener. Novel carbon fibers utilized in this study were Pyrofill TRW40 50 L, supplied by the Easy Composites Company in the UK. The descriptions of novel fibers are woven fabric in a first-rate 2 × 2 twill providing it perfect drape and conformity. The mechanical properties for this novel type of hybrid carbon fiber shown in Table 1.
Table 1. The mechanical properties of Pyrofill TRW40 50 L carbon fibers.
| Mechanical property | Unit | Value |
|---|---|---|
| Tensile strength | MPa | 4120 |
| Tensile modulus | GPa | 240 |
| Ultimate elongation at Failure | % | 1.7 |
| Filament diameter | μm | 8 |
| Density | g/cm3 | 1.8 |
Nanocyl NC7000 thin multi-walled carbon nanotubes (MWCNT) were supplied by Nanocyl SA Company in Belgium. This type of carbon nanotube was produced via the technique of catalytic chemical vapour deposition (CCVD). It was utilized to prepare the nanocomposites, plus to produce hybrid carbon fiber composites reinforced epoxy nanocomposites for the present study. The geometric properties of NC7000 multi-walled carbon nanotubes are shown in Table 2.
Table 2. Properties of geometric structure of MWCNT.
| Property | Unit | Value |
|---|---|---|
| Average diameter | nm | 9.5 |
| Average length | μm | 1.5 |
| Surface Area | m2/g | 250–300 |
The DISPERBYK-2150 solution of a block copolymer with basic, pigment-affinic groups was utilized as an additional dispersant for MWCNT in the resin. It is comprised of solvents of high molecular weight block copolymers. This novel product offers excellent compatibility with epoxy resins. It was supplied by BYK Additives & Instruments in Germany. The constituent specifications of BYK are: amine value: 57 mg KOH/g; density (20 °C): 1.01 g/ml; non-volatile matter (10 min, 150 °C): 52%; solvents: methoxypropylacetate, flash point: 44 °C. The purpose of utilizing this additional dispersant is to reduce the viscosity of epoxy resin, which leads to further improvement in degrees of dispersion and alignment between MWCNT and matrix, and to prevent the re-agglomeration phenomenon of nanotubes in the resin [25].
2.2. Manufacture processes of hybrid composites
2.2.1. Preparation of nanocomposites
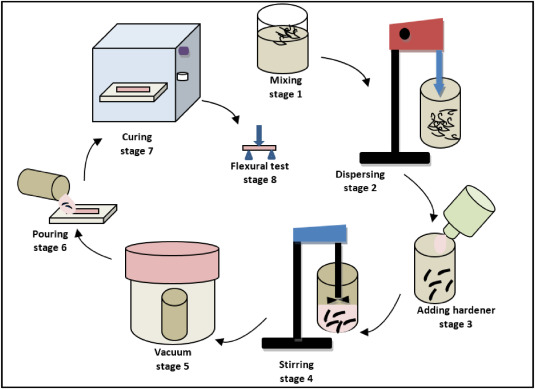
In the preparation stages (Fig. 1), MWCNTs were individually dispersed at 0.1 wt% in the preheated epoxy resin for 40 °C without adding BYK dispersant to the resin. The purpose of preheating epoxy resin is to improve its flowability and reduce its viscosity. This contributes to modifying the degree of dispersion of nanotubes in the mixture. A UP200S sonicator was utilized to disperse the mixture for 1 h. The hardener was added to the mixture of nanophase resin. Mechanical stirring (Klarstein) was utilized to stir the mixture for 5 min at 2500 rpm. The mixture was moved to the vacuum process to remove bubbles for 20 min. The treated mixture was directly poured into a standard mould. The initial curing stage was conducted on the samples in an oven for 2 h at 120 °C. This process was also followed by a post-curing stage for 8 h at 160 °C. The samples of MWCNT/epoxy nanocomposite unmodified with BYK were removed from the standard mould to perform flexural strength tests.
 Fig. 1. The preparation stages of nanocomposites.
Fig. 1. The preparation stages of nanocomposites.Optimization of nanocomposites was performed for MWCNT/epoxy nanocomposite unmodified with BYK. The BYK dispersant at 2 wt% was added to the mixture, which consisted of MWCNT and epoxy resin. The purpose of adding BYK dispersant to the mixture is to improve the degrees of dispersion and alignment of nanotubes in the epoxy resin as a secondary stage. The optimized nanocomposites were prepared utilizing the same techniques and following the same procedures aforementioned for comparison. Three types of samples have been produced for the comparison: MWCNT/epoxy nanocomposite unmodified with BYK, MWCNT/epoxy nanocomposite modified with BYK, and pure epoxy as a reference.
2.2.2. Preparation of hybrid carbon fiber composites
Three types of hybrid carbon fiber laminates reinforced with epoxy nanocomposites were prepared by utilizing a simple hand-layup technique, namely CF/epoxy modified by MWCNT without BYK, CF/epoxy modified by MWCNT with BYK and CF/pure epoxy as a reference. The stacking sequence of three types of composite laminates was selected to be symmetric and quasi-isotropic, [0°/90°/+45°/-45°]s, Eight layers of woven carbon fabric with 300 mm × 300 mm were utilized for preparing these types of fiber composites. A glass plate of desired dimensions was cut and immaculate utilizing thinner, followed by wax was set for the facilitative removal of the laminates and also for the elimination of air bubbles. The nanophase resin was applied over the glass plate as shown in Fig. 2. A layer of woven carbon fabric was laid over the mixture of nanophase resin. A roller was utilized to diffuse the resin uniformly over the laminates as well as to remove the excess nanophase resin. The net weight proportion of the nanophase resins is approximately 40%. The same synthesis was duplicated for the next seven layers sequentially.
 Fig. 2. Illustration of hand lay-up technique.
Fig. 2. Illustration of hand lay-up technique.A second immaculate and waxed glass plate was laid over the top surface of the final layer of woven carbon fabric and then the required quantity of weights was placed on the top glass plate in order to subject the laminates to axial pressure. Finally, the prepared laminates were cured in the oven at 120 °C for 2 h. This process was also followed by post curing at 160 °C for 8 h. The other such laminates were prepared.
2.3. Characterization of composite materials
A transmission electron microscope (Philips CM100 Compustage FEI) was utilized to inspect the degree of dispersion, such as the exfoliation of carbon nanotubes, their orientation and their distribution into the epoxy matrix.
An environmental scanning electron microscope (ESEM), (XL Series, PHLIPS) was utilized to display high-resolution photographs and a range of practical and analytical techniques to investigate the network of carbon nanotubes and their fracture morphology in nanocomposites and hybrid fiber reinforced with nanocomposites, on the nanoscale.
Three-point bending (3 PB) tests were performed at a cross head speed rate of 1 mm/min utilizing a Shimadzu Universal Test Machine, see Fig. 3. Four samples were prepared and tested at room temperature; the average value was recorded. The mechanical properties estimated were flexural strength, flexural modulus and strain in accordance with the ASTM D790 standard.
 Fig. 3. Sample testing mechanism.
Fig. 3. Sample testing mechanism.3. Results and discussion
3.1. Microstructural details of nanocomposites
The TEM images of MWCNT/epoxy nanocomposites modified with BYK show a high degree of dispersion of MWCNT in the resin in comparison to unmodified with BYK as shown in Fig. 4. The images also show a uniform distribution and a great exfoliation of carbon nanotubes into the resin [22,26].
 Fig. 4. TEM images showing the degrees of dispersion of nanotubes in the epoxy matrix: a) MWCNT/epoxy nanocomposites unmodified with BYK, b) MWCNT/epoxy nanocomposites modified with BYK.
Fig. 4. TEM images showing the degrees of dispersion of nanotubes in the epoxy matrix: a) MWCNT/epoxy nanocomposites unmodified with BYK, b) MWCNT/epoxy nanocomposites modified with BYK.The SEM images illustrate the behavioral mechanisms of a failure for MWCNT/epoxy nanocomposites unmodified with BYK and MWCNT/epoxy nanocomposites modified with BYK as shown in Fig. 5. Three main types of failure mechanisms, bifurcation, break nanotubes and pull-out nanotubes were clearly seen at the fracture or failure area of MWCNT/epoxy nanocomposites modified with BYK and unmodified with BYK, but the numbers of pull-out nanotubes in the fracture area of MWCNT/epoxy nanocomposites modified with BYK were higher than those in the MWCNT/epoxy nanocomposites unmodified with BYK. In addition, the fracture area of MWCNT/epoxy nanocomposites modified with BYK is rougher than MWCNT/epoxy nanocomposites unmodified with BYK [27,28]. This rough region created at fracture areas could be clear evidence of these failure mechanisms. Furthermore, these mechanisms could be reasonable reasons to obtain a significant increase in the flexural properties of nanocomposites [24]. Conversely, massive clusters of nanotubes were illustrated at the fracture area of MWCNT/epoxy nanocomposites unmodified with BYK. This phenomenon may explain the main reason for the difference in the results [26].
 Fig. 5. SEM images showing the microstructural details of tested nanocomposites at the failure area: a) MWCNT/epoxy nanocomposites unmodified with BYK, b) MWCNT/epoxy nanocomposites modified with BYK.
Fig. 5. SEM images showing the microstructural details of tested nanocomposites at the failure area: a) MWCNT/epoxy nanocomposites unmodified with BYK, b) MWCNT/epoxy nanocomposites modified with BYK.3.2. Flexural properties of nanocomposites
The typical flexural strength of stress-strain curves of MWCNT/epoxy nanocomposites unmodified with BYK and MWCNT/epoxy nanocomposites modified with BYK as well as pure epoxy are shown in Fig. 6.
 Fig. 6. Typical flexural strength of stress-strain curves for three products of nanocomposites: pure epoxy, MWCNT/epoxy nanocomposites unmodified with BYK and MWCNT/epoxy nanocomposites modified with BYK.
Fig. 6. Typical flexural strength of stress-strain curves for three products of nanocomposites: pure epoxy, MWCNT/epoxy nanocomposites unmodified with BYK and MWCNT/epoxy nanocomposites modified with BYK.