1. Introduction
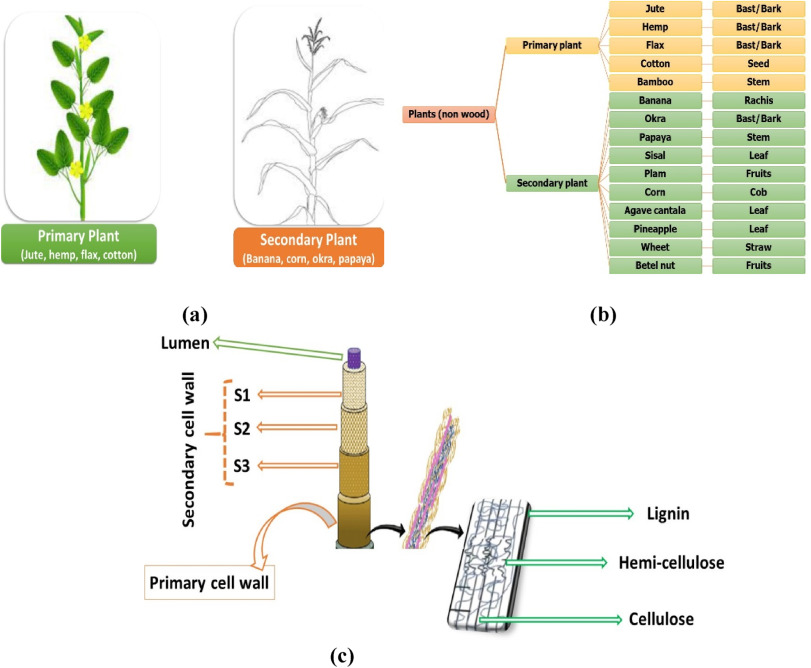
Scientists all over the world have been trying to develop/upgrade the quality of existing/available bio-active materials from their natural sources due to maintaining the high demand for the ecofriendly nature of bio-polymeric compounds which should have a good agreement with sustainable safe and sound environment undoubtedly [[1], [2], [3], [4]]. Whereas bio-composite materials fabricated from renewable sources like plant fibers are progressively used as an alternative to conventional synthetic/non-biodegradable materials that allowing a decrease in the emission of greenhouse gases particularly [5,6]. Naturally occurring cellulosic fibers possess eco-friendly nature thus they can be employed as a prominent candidate for reinforcement to fabricate sustainable eco-friendly bio-composite materials, which might be suitable for many engineering, biomedical as well as bulk scale industrial applications [[7], [8], [9], [10]]. The available renewable sources (non-woody plants) of the cellulosic fibers may be classified into two broad groups such as primary plants and secondary plants (shown by Fig. 1 (a)) on the basis of their potential application [11]. Whereas the primary plants may be defined as the plants or groups of plants that are grownup only for their fibers, for example jute, flax, hemp, cotton, bamboo etc., on the other hand, the secondary plants may also be defined as the plants which are cultivated for their flowers, fruits, stem etc. as well as the fibers that have been produced/found from these plants generally considered as byproducts. As for examples banana, okra, pineapple, corn, papaya, betel nut, wheat, etc. However, the most commonly existing naturally occurring cellulosic fibers are jute, okra, hemp, flax, ramie, kenaf (isolated from bast/bark), sisal, keya, pineapple, agave cantala, palf (isolated from leaves), kapok, cotton (isolated from seed), coir, betel nut, plam, corn cob (isolated from fruits), bamboo, papaya tree, elephant grass wheat straw (isolated from stem/stalk) and so on [[12], [13], [14]]. The distribution of fibers into the non-wood based plant sources as well as the common configuration of a naturally occurring cellulosic fiber structure covering with the three basic structural components like cellulose, hemicellulose and lignin has been displayed in Fig. 1(b) and (c) [15,16].
 Fig. 1. (a) Primary and secondary plant basis on their potential applications, (b) Distribution of naturally occurring cellulosic fibers into the available non woody plants, (c) Structure of cellulosic fibers including lignin, hemi-cellulose and cellulose position into the fibers (under the licensee number of 5545880489809 with permission from Elsevier).
Fig. 1. (a) Primary and secondary plant basis on their potential applications, (b) Distribution of naturally occurring cellulosic fibers into the available non woody plants, (c) Structure of cellulosic fibers including lignin, hemi-cellulose and cellulose position into the fibers (under the licensee number of 5545880489809 with permission from Elsevier).From the above figure, it is clear that the plant fiber comprises a primary cell at the outer as well as 3 secondary walls in the interior then a lumen in the center [17,18]. Whereas the main cell wall contains the crystalline micro/nanofibril networks of the cellulose that are organized in a tangled manner additionally in a broad sense there are two types of structure has been found for cellulose such as cellulose (I), cellulose-(II), cellulose (III) and cellulose (IV) [19] which crystal structure formation classically depends upon the nature of intermolecular bonding, molecular arrangements/orientations and the alignment of the existing polymeric chains that belongs to the structure of natural lignocellulosic fibers [20]. However, among the different cellulose crystallographic configuration, cellulose (I) and (II) have been considered the most extensively observed cellulosic forms (shown in Fig. 2).
 Fig. 2. Crystalline structures of Cellulose (I) and cellulose (II) with their overall molecular orientation, reproduced with permission (Mukarakate et al., 2016).
Fig. 2. Crystalline structures of Cellulose (I) and cellulose (II) with their overall molecular orientation, reproduced with permission (Mukarakate et al., 2016).Meanwhile, cellulose (I) is frequently considered native cellulose which generally occurs as a parallel oriented chain molecular structure whereas cellulose (II) is usually derived from cellulose (I) by some significant chemical treatment namely alkali treatment, mercerization or less habitually by ionic liquids biomass treatment (Xi et al., 2013). Due to the effective chemical modification there is a significant change observed in the structure of cellulose (I) particularly the parallel-oriented chain molecular arrangement has turned into an antiparallel-chain molecular arrangement and then cellulose (I) is converted into cellulose (II) which possesses an outstanding physicochemical and thermomechanical properties [21]. But in the case of the secondary walls, it is organized helically, followed by the central direction of the individual fiber [22]. The most important influential factors that are strongly correlated with the quality of natural cellulosic fibers are (a) plant growth (including species, location and climatic situations), (b) harvesting phase (including age, thickness and adhesion of fibers), then (c) transportation methods storage time etc.) [23,24]. So, to get the quality full natural fibers, the above-stated factors should strictly be maintained. Additionally, there are a number of advantages of applying natural fibers over synthetic ones such as glass/carbon fibers. Because of the low cost, much more availability, lightweight, higher resistance and rigidity, biodegradability, lower CO2 emission during processing by ecofriendly methods, excellent electrical and thermomechanical properties of natural fibers [25,26]. Despite those outstanding properties they were applied in the manufacturing of ropes, fabrics, carpets, threads, and cords from the very beginning of the historical timelines followed by the conventional way which should be changed [11,27,28].
However, considering all the above-mentioned factors nowadays researchers have been trying to incorporate the natural fiber-based composite into various engineering as well as bulk scale industrial applications such as in automotive sectors, goods, food and feed packaging, construction materials for housing and other civil structures, paper industries, drug delivery and some surgical purposes respectively [10,29]. Some noticeable advantages besides disadvantages of natural cellulosic fibers with their potential uses in different areas have been concise in Table 1, Table 2, and Fig. 3 respectively.
Table 1. Some notable advantages besides disadvantages of natural cellulosic fibers. [11,17,28,30] [7]].
| S.N | Advantages of natural fibers | Disadvantages of natural fibers |
|---|---|---|
| 1. | Light weight provides a greater specific strength as well as stiffness than other synthetic ones like glass fiber. | Lower strength sometimes considered as impact strength. |
| 2. | Having renewable resources thus the production needs a small amount of energy additionally the lower amount of CO2 emission takes place indeed. | The quality of fiber is marked as a variable because sometimes it's influenced/dominated by weather. |
| 3. | Possible to produce with a very low investment as well as at a very low cost particularly. | Meanwhile, it possesses poor moisture resistances which is responsible for the unwanted swelling of the fibers. |
| 4. | Processing is pretty much approachable thus there is no need to wear tools besides no risk of skin/eye irritation as well. | Processing temperature is looking sensitive here and in some cases including chemical modification it has been restricted to a very higher level. |
| 5. | Have higher electrical resistances. | Lower durability has been observed. |
| 6. | Exhibited respectable thermal stability in addition to acoustic insulating capacity. | Have poor fire resistance that should not be desirable. |
| 7. | Biodegradable or ecofriendly in nature. | Possesses faint fiber/matrix adhesion. |
| 8. | Interestingly thermal reprocessing is very much possible here in this case. | The overall value or quality of fiber fluctuating due to the harvesting process or agricultural politics. |
Table 2. Potential uses of plant fibers in different engineering and bulk industrial sectors [11,28,31,32].
| SN | Sectors | Application of natural fibers | Sources of natural fibers with references |
|---|---|---|---|
| 1. | Wastewater treatment | Bio-composite, Nano-composite, Nano-filter, Bio-membrane, Bio-film etc. | Banana rachis CNC [[33], [34], [35]] |
| 2. | Automotive industry | Carrier for covered door panels, soft and hard armrests, door panels, door bolsters, back panels of seat, side and back walls, headliners, seat backs, rear deck trays, pillars, trunk trim, covered inserts, covered components for instrument panels, window frame, mirror casing, under-floor panel, body panels and many more. | Areva javanica fiber, jute fiber, flax, cotton fiber, sisal, hemp, coir, bamboo, bagasse, oil plam [[36], [37], [38], [39], [40], [41], [42], [43]] |
| 3. | Marine sector | Hulls and paddles for boats, fishing rods etc. | Jute fiber, hemp fiber, betel nut fiber, flax etc.,([44] |
| 4. | Construction and Building materials | Roofing sheets, bio-bricks, cementing composite, storage tanks pipelines, furniture panels etc. | Jute, coir, bamboo, hemp fibers, HDPE [11,43,45,46]. |
| 5. | Sports and leisure objects | Ice skating boards, frames for bicycles, volleyball nets, cricket elbow-guards, safe guards, leg pads, baseball bats, rackets for tennis, helmets, fork, post-boxes etc. | Wood, flax/carbon fibers, oil palm, fruit bunch, rice husk, bagasse based hybrid composites [[47], [48], [49]] |
| 6. | Electronics devices | Laptop and mobile cases, chipboards, the cover of electric ware, projector and voltage, the back-part of cell phone, stabilizer cover etc. | Cotton, nylon, and carbon fibers, carbon nano tubes [50,51] |
| 7. | Aerospace parts | Tails, propellers, wings, helicopter fan blades, aircraft interiors, lavatories, cabin dividers, wall ceilings, etc,. | Carbon, glass, and aramid fibers based composites [[52], [53], [54], [55]] |
| 8. | Food and Feed processing | Thickener, stabilizer, flow controller additives, warping paper, coating and packaging materials etc. | Banana fiber [56] |
| 9. | Energy sector | Wind turbine blade. | flax fiber reinforced polyester matrix [57] |
 Fig. 3. Application of the lignocellulosic plant fibers in different significant engineering and bulk scale industrial sectors as a reinforcement.
Fig. 3. Application of the lignocellulosic plant fibers in different significant engineering and bulk scale industrial sectors as a reinforcement.Nonetheless, they are still very few subjugated. Thus it is much more indispensable to recognize well about the overall preparation, processing and modification methods of natural cellulosic or plant fibers with a view to introducing them in the field of innovative/novel applications particularly. Hence, in this review study, our exertion has been devoted to exploring sincerely the suitable approaches of extraction and purification of the natural fibers from their available sources, chemical treatments, surface modification as well as characterization techniques.
2. Method of extraction/isolation
The apposite natural cellulosic fibers extraction signifies a foremost test confronted during its processing segment indeed. However, bacterial decomposition like dew retting plus water retting is one of the most common and widely used methods regarding the isolation/separation of naturally occurring plant/cellulosic fibers. In which approximately 2–4 weeks have been required for the degradation of fatty and waxy materials, pectin, adhered hemicellulose and lignin fractions which completely depend upon the category of fiber [58]. On the other hand to decrease this long processing time, alternative methods namely mechanical separation also chemical extraction have been considered frequently from the industrial point of view. In the case of the bacterial retting process, the existing beneficial bacteria in the aqueous system allow to break down the large portions of cellular tissues into a relatively smaller fraction of individual fiber by removing the adhesive substances that usually combine with the fibers, resulting in the complete separation of single fiber from the bast, bark, stem, leaf or fruits of the subjected plants [59,60]. The retting time or reaction time is very much important to evaluate properly during bacterial decomposition because excessive retting might hamper/reduce the mechanical properties of the individual fiber resulting in the production of unexpectedly weaken/low quality fiber indeed [61,62]. The stems of the plants have been cut and consistently distributed onto the fields in case of the dew retting method, wherever the existing microbes, sunlight, air and dew initiate to break the corresponding cellular tissues plus adhesives/glue like substances that belongs with the targeted fibers [63,64]. This process is more suitable for such types of locations that possess a sufficient amount of heavy night dew plus warmer to warm day. Nonetheless, water retting has been considered the most frequently practiced method, wherever the fiber-rich portion of plants usually immersed in surface water that consists of beneficial microbes which could be entered into the central portion of the stem allow to swell the inner cells, causing the jam-packed of the exterior sheet of the subjected plants [[65], [66], [67], [68], [69]]. One thing is notable that, comparatively low-quality fibers are generally obtained from the water retting process [[70], [71], [72]]. Furthermore, water retting is also a long-term/time consuming process besides probable water pollution attests this technique to be less pretty from the industrial point of view [61,73,74].
Conversely, the mechanical procedure usually provides/generates comparatively good quality fibers within a short time, conversely respecting the dew/water retting method this procedure is much more costly [61]. Lately, Bezazi and co-workers, have recommended two simple eco-friendly gentle techniques to extract Agave cantala fibers where agave leaves were suppressed at a depth of about 30–40 cm into the ground for 90 days according to the first method. Conversely, according to the second method, the leaves were immersed in a water-containing container for about 10–13 days. They noticed that the overall biodegradation of the subjected leaves from its matrix, permitted to detach the individual fiber [75]. A short list regarding the extraction approaches linking various process, i.e. the bacterial decomposition (including both of the dew and water retting) as well as the mechanical extraction process has been displayed in Table 3.
Table 3. A short list regarding the comparison among the dew retting, water retting as well as mechanical extraction process of fibers from its natural resources.
| S.N |
Extraction Techniques |
Dew Retting (by exposing) | Water Retting (by immersing) | Mechanical Extraction (by forcing) |
|---|---|---|---|---|
| 1. | Description |
Cellulose rich plants/parts of plant are spread consistently onto the grassy fields, with a view to receiving the combined effect of bacteria, sunlight, atmospheric air and dew indeed. |
In this particular case the cellulose rich plants/parts of plant usually need to immerse into the naturally available surface/ground water sources such as rivers, ponds, or tanks etc. whereas it must be checked occasionally (microbial retting). |
Here, plant fibers are generally extracted by using a hammer mill or/and decorticator which is responsible for the crashing down of the corresponding cellular tissues plus adhesive/glue like substances which generally binds the fibers with each-other. |
| 2. | Time duration | 2–4 weeks, depending upon the existing environmental conditions. | 1–2 weeks depending on the quality of water. | Completely depending upon the production of fibers. |
| 3. | Advantages | Common in areas of such locations which possesses a sufficient amount of heavy night dew plus warmer to warm day besides limited access to water resources. | This process is much more economical, ecofriendly, easy to handle, and the produced fibers are uniform as well as quality full actually. | It could generate a very large amount of short fibers with a short period of time that should be desired from the industrial point of view. |
| 4. | Disadvantages |
There has been a dark colour observed into the extracted fibers also the quality is a little bit poor. Besides this regarding the dew retting method, the farming land or agricultural domains need to be busy for more than a few weeks, as well as the fibers are normally contaminated with soil and fungi which should not be favorable. |
A colossal amount of fresh water has been needed to complete the whole process also excess trained manpower early needed to handle this method. Sometimes due to the lack of proper monitoring over retting takes place which also responsible for the lower quality of fibers. | High cost and acceptable quality fibers. Environment pollution is another concern here as well as more energy has been required compared with other existing methods. |
| 5. | Frequency | Limited use. | Widely use. | Neither limited nor so wider. |
| 6. | Reference |
[64]; [63,64]., [61,63,67]; [61,66]., [65,66,68]. |
[70]., [70,72] [71,72]; [71,73]., [73,74] [69,74]; [69,75]. |
[76]., [61,76,77]. |
3. Chemical modification technique
The naturally occurring cellulosic fibers generally possesses hydrophilic naturewhereas the synthetic polymer or polymeric matrix contains hydrophobic features that have been considered the most fundamental problems/barriers regarding the assimilation of plant fibers as reinforcement into the polymer to produce bio-based sustainable polymeric composites. However, this problem could be solved or overcome by applying a number of chemical modifications processes on the natural fibers that allow to reduce their hydrophilic nature [75,[78], [79], [80]]. The most significant chemical modification process that should have a good agreement with the reduction of the hydrophilic characteristics that belong to natural fiber has been stated below.
3.1. Alkali treatment
Modification of natural fiber conducting with alkali including both the NaOH & KOH is one of the most common and effective treatments thus it has been frequently applied technique indeed in which the maximum attention goes to the sodium hydroxide (NaOH) particularly due to its availability, lower cost, and higher activity (Fig. 4(b)). However, in a broad sense, this treatment has covered four different types of practices, like (a) keeping a constant concentration of NaOH for a fixed period of time [[81], [82], [83]], (b) applying fluctuating concentration of NaOH for a fixed period of time [84], (c) maintaining a constant concentration of NaOH solution where the t time periods set as a fluctuating range [[85], [86], [87]] and (d) A setup in which both of the concentration and times are different [88]. The methods denoted by b & c are the furthermost commonly used modification methods which are generally conducted to determine the optimum conditions concerning the subjected natural fiber amendment/modification. According to technique (b) the subjected fibers could be modified with (2–5) % NaOH soln hanging the reaction temperature nearly at 23 °C as constant, in which the proportion of the fiber and liquor was 1:20 which allowed to remove the hemicellulose and other fatty and waxy materials from the internal structure of the individual fiber. Thus they might be nullified, cleaned and dried completely [84,89]. In the case of setup (c) the exposed natural fibers have been treated with 5 % NaOH soln (usually 5 % is ideal for most of the natural fibers) while the reaction times fluctuate inter between the range of (i.e. 15–90 min) [85,87,90]. After that, the obtained primarily modified fibers could be washed several times with DI water, followed by the dropwise addition of 0.1 N HCl for the complete removal of the excess amount of impurities essentially [86,88,91].
 Fig. 4. Different types of Chemical modification of natural plant fibers including (a) Scouring, (b) Alkali treatment, (c) Bleaching, (d) Acid hydrolysis, (e) Extracted CNC from banana rachis fibers, (f) Graft copolymerization of Agave cantala leaf fibers, the figures are reproduced with permission [33,34,58,92].
Fig. 4. Different types of Chemical modification of natural plant fibers including (a) Scouring, (b) Alkali treatment, (c) Bleaching, (d) Acid hydrolysis, (e) Extracted CNC from banana rachis fibers, (f) Graft copolymerization of Agave cantala leaf fibers, the figures are reproduced with permission [33,34,58,92].3.2. Modification by acetic acid (CH₃ COOH) solution
The acetic acid solution with different concentrations such as 5 %, 10 % additionally 15 % (w/v)) has generally been implied to modify the subjected natural cellulosic fibers with a view to eliminating the adhered hemicellulose plus other fatty and waxy fragments from the peripheral surface of the corresponding fibers by maintaining the temperature nearby 25 °C for a time period of about 2 h. After that 0.1 % NaOH solution is usually used to neutralize the fibers, then washed with fresh water and kept in an electric oven at 100 °C for 24 h to dry completely [93].
3.3. Modification by silane (SiH4)
Silane has been moderately applied as a coupling agent to treat the peripheral surface of the exposed natural plant fiber because it is considered a multifunctional molecule resulting in a suitable modified surface enrich fiber for further use indeed that have been stayed by the earlier literature [[94], [95], [96], [97]]. Such as aminopropyl triethoxy also vinyltrimethoxysilane are the two regularly used silanes that is applied to provide steadfast modification of plant fibers/cellulosic fibers [[98], [99], [100]]. When silane treatment is being conducted on subjected fibers, it is required to mix some extent of aminopropyl triethoxy also vinyltrimethoxysilane silanes per an ethanol water mixture maintaining the ratio around (60:40) then it has been kept hanging for 60 min with pH 4, by slow addition of weak acetic acid for a good result. According to some earlier literature, it is high time to submerge the raw natural fibers into the above freshly prepared solution whereas the time has been set around 2 h, then it is allowed to dry overnight at 60 °C in an electric oven [[101], [102], [103]].
3.4. Modification by benzoyl peroxide (C14H10O4)
To conduct this particular treatment the raw fibers have generally been submerged into 6 % benzoyl peroxide with acetone for sharply 30 min. After that the treated fibers could be washed with distilled water several times and exposed to open air for sundry properly [104,105].
3.5. Modification by potassium permanganate (KMnO4)
Chemical modification of natural fibers by potassium permanganate (KMnO4) has been conducted to increase their thermal stability, tensile strength, stiffness and in some cases to change their macromolecular and crystallographic structure which stated by previous literature [[106], [107], [108]]. Regarding this treatment, the raw fibers should have been submerged into 0.5 % KMnO4 solnwith acetone for around 30 min then washed several times and dried in an electric oven or open air for better observation [104].
3.6. Modification by stearic acid ((CH3(CH2)16COOH))
A soln of sharply 1 % stearic acid into ethyl alcohol was particularly applied for this treatment and the raw plant fibers has normally been placed slowly into the freshly prepared solution with continuous stirring by a magnetic stirrersetup. Then the preliminary modified fibers are later dried at about 80 °C for a time period of sharply 45 min undeniably [104,105].
3.7. Modification by seawater
This is a very much simple additionally cost-effective method which has been employed moderately to modify the plant fibers. Initially, one thing is important the pH and salinity of the seawater which must need to be watched, after that the raw fibers would be submerged in it for up to 30 days and lastly, the obtained fibers could be washed with fresh water then dried at ambient temperature [103,109,110].
3.8. Modification by cellulose powder ((C6H10O5)n)
The modification of plant fibers by contact with cellulose powder is a very recent trend which assumes that the fibers have been soaked individually into a steel container which should contain (2–10) % cellulosic pulp. Notable that it should be prepared inside the flow of hot distilled water, designed for up to 30 min. Furthermore, the obtained treated fibers could be dried at around 70 °C for 3 h roughly and stored for further study. However, this particular treatment had been conducted due to the distinguishable enrichment/improvement in the mechanical as well as the water/moisture absorption properties of the modified natural fibers [111,112].
3.9. Modification by polymer coating technology
It has been stated that polymer coating might be able to improve the adhesion capacity of the natural fibers whenever it is conducted with the matrix of {a(12 %) + b(1 %) + c(86 %) + d(1 %)} which has usually been applied for 3 h at 82 °C by maintaining 14,000 rpm, and lastly, the fibers could be filtered and dried for overnight at 60 °C [113]. Here, mixture (a) is made from (acrylic acid (46 %), water (42 %), styrene (8 %), itaconic acid (1.5 %), plus alkyl diphenyl oxide disulfonate (2.5 %)), (b) is made from (sodium persulphate (7.5 %) and water (92.5 %)), (c) is for fresh DI water and (d) is for anionic surfactant. Meanwhile, the mechanism advised that the existing carboxylic acid group in the polymeric system has the responsibility for better adhesion of the natural fiber because it reacts with the available hydroxyl group which belongs to the subjected natural fiber indeed. Besides this, it has also been hypothesized that, there is a greater chance of mechanical interlocking additionally physical interaction with the matrix and the polymer coated fibers, during compounding. This treatment had been performed due to improve the physical, surface as well as water/moisture absorption properties of modified natural fibers [114].
3.10. Modification by scouring
To remove impurities like dirty materials, and gummy substances from the natural fibers scouring process has intensively been used which is generally carried out by surface-active agents, i.e, soda and detergents. Rahman and co-workers had conducted and reported on it where the authors firstly cut the okra bast fibers and immersed them into a freshly prepared surfactant solution that contained 5 mg Na2CO3 plus 5 gm detergent per liter of water maintaining the ratio of fiber and liquor at 1:50 while the temp was 60 °C and the process conducted for 30 min (Fig. 4(a)). Later the fiber was washed successively by distilled water then dried at (100–105)°C in an electric oven for 2 h [58].
3.11. Modification by bleaching agent
Bleaching is one of the most important and effective techniques that has been widely used to modify natural fibers to remove impurities including lignin or something like that. However, in this process the fibers were dried at 90 °C and treated with 0.2 % of sodium chlorite (NaClO2) solution for 90–120 min at 90 °C temp with a pH value exactly around 4 that could be controlled by the slow addition of acetic acid. Later, the fiber was washed with fresh water and dried in open air then stored for further study [58]. Another report has been stated by Jayaramudu and co-workers which was conducted with calcium hypochlorite Ca(ClO)2 for 45 min. The obtained fiber was then washed with DI water and dried for overnight at 80 °C in an electric oven [30]. The diagram of a bleached banana rachis fiber has shown by Fig. 4(c) for better understanding.
3.12. Modification by acid hydrolysis
Acid hydrolysis has recently been considered the most innovative technique to modify the natural fiber stuff which is widely used to hydrolyze carbohydrates (such as natural fiber, cellulose, obtained from plants) into more smaller molecules that allow access to a range of renewable chemicals and materials such as crystalline nano-cellulose (CNC), nano-fiber (NF), microcrystallinecellulose (MCC), etc. that has widely been used to fabricate nanocomposite, nano-film, bioplastic, biomaterials, nano-filter, nanocomposite membrane, etc. [33,34,58,115,116]. However, Rahman and co-worker have recently carried out their investigation on banana rachis fiber to produce CNC where the authors conducted double acid hydrolysis by 60 % H2SO4 solution on banana rachis fiber after primarily modifying by bleaching firstly they cut the bleached fiber as small as possible then the considered cellulosic fiber stuff were immersed into the freshly prepared 60 % H2SO4 solution at 45 °C under continuous magnetic stirring on a hot plate for 30 min while the ratio of fiber to the solution was maintaining nearly 1:10. After 30 min, meanwhile the colour of the mixture had been turned into brownish (Fig. 4(d)) the hydrolysis reaction was stopped by adding 6 fold excess ice cool water into the mixing tank truly. Later the magnetic stirring was conducted again for another 30 min then the resulting mixture was cooled down to room temperature and centrifuged. The solid fraction had been washed off by DI water until obtained a neutral pH [35]. The hydrolysis was carried out again following the above procedure. Finally, the Nano-cellulose suspension was obtained by stirring the solid fraction with the required amount of water. The newly generated suspension was stored in the refrigerator at 4 °C or immersed into ethanol (Fig. 4(e)) for further study.
3.13. Modification by graft copolymerization technique
The prominent technique namely graft-copolymerization recently attracted the attention of researchers all over the world due to its outstanding knock with respect to the socioeconomically additionally bulk scale industrial point of view against the existing conventional methods of secondary modification of the natural fiber [117]. Conversely, in the case of the grafting technique, there has been an initiator (small amount) together with the monomer (HEMA or other vinyl) used while the primarily modified fiber could be immersed in DI water (Fig. 4(f)). The most important influencing parameters like the concentration of monomer, the concentration of initiator, reaction time and reaction temperature) should have to control properly otherwise it could hamper/reduce the chance of optimum grafting yield and efficiency by creating the homo-polymer into the existing copolymerization system that should not be desired regarding the plant fibers modification indeed [118,119]. The grafting yield percent and grafting efficiency could be measured by the following equations [92]:(1)(2)Here, W0, W1, and W2 represents the weight of raw fibers, weight of grafted products and weight of applied monomer correspondingly [[120], [121], [122]].
Some schematic diagram regarding the chemical modification of natural plant fibers has been given in Fig. 4.
Among all the described chemical modification processes NaOH modification treatment has been recognized as the most common and widely used treatment for natural fibers modification primarily due to their availability, low cost, high effectivity and efficiency making them an easy as well as feasible technique. Besides this technique should have the responsibility of the remarkable reduction regarding the most unwanted hydrophilic nature of the natural fibers that usually been happened due to the number of hydroxyl groups belonging to their structure. Thus by conducting this technique it could be easy to treat a huge amount of fibers, while a very little work is being published on other chemical modification treatments so far as we know focusing on the reduction of hydrophilic nature of plant fibers. A summary of the various types of chemical modification process and their impacts on the plant fibers has been displayed by Table 4.
Table 4. The various types of chemical modification process and their impacts on the plant fibers.
| S.N | Chemical modification process | Impact of modification on natural cellulosic fibers | References |
|---|---|---|---|
| 1. | Alkali treatment | Help to eliminate the amorphous portions, hemicellulose additionally lignin fragment, which leads to the subjected fiber surface being pretty rough. It has been predicted that such rough peripheral surfaces could be more helpful to generate a robust interfacial bond while the fibers as well as the matrix composites have been made from fibers as reinforcement resulting in a good quality full bio-composite indeed. Besides this, it also helps to reduce the hydrophilic nature of the natural fibers by controlling the hydroxyl group which is mainly responsible for the more water/moisture absorption of natural fiber resulting less tensile properties of untreated plant fiber. But after alkylation/acylation there has been a remarkable improvement found for the modified natural fiber. |
[13,80,[85], [86], [87],104,123] [104,[124], [125], [126], [127]]. |
| 2. | Acetic acid treatment | This treatment usually help to enhance the mechanical tensile strength and the primary decomposition temperature of the subjected fibers. Hence, it will develop the performance while the fibers are used as a candidate of reinforcement for bio-based composites. | [16,17,93] |
| 3. | Silane treatment | Increases the overall physicochemical properties of the treated plant fiber stuff additionally it might be able to reduce the hydrophilic nature of plant fibers by reducing or controlling the hydroxyl group (-OH) that belongs to the structure of natural fiber. Thus it also improves the interface adhesion between the natural fibers and the polymeric matrix via the bifunctional groups, meanwhile one of them reacts with the natural fibers and another with the polymer matrix during compounding. | [100,103,128,129] [130]. |
| 4. |
Benzoyl peroxide treatment |
This process permits to improve the adhesion mechanism concerning the subjected fiber as well as the polymer matrix during compounding. | [104,105]. |
| 5. |
Potassium permanganate treatment |
Has usually enhanced the Physicochemical, and thermomechanical properties of the considered plant fibers by eliminating the fatty, waxy and other adhered cementing materials from fiber. Noteworthy in some cases to change the macromolecular and crystallographic structure of fibers. | [104,107,108,[131], [132], [133]]. |
| 6. | Stearic acid treatment | Offers greater physicochemical properties while matched to other treatment. | [104,105]. |
| 7. | Seawater treatment | Eliminates the hemicellulose fragments and cause pectin. Seawater treatment actually leads to fibrillation of the subjected fiber stuff similar to alkali treatments. | [103,109,110,134]. |
| 8. |
Cellulose powder treatment |
Affords a decent wetting chemistry concerning the polymer matrix and the natural fibers during blending or compounding. | [111] |
| 9. | Modification by polymer coating | This technique has a good agreement with the improvement of the compatibility of the natural fibers and the polymer matrix while blending because this treatment can be able to reduce the hydrophilic nature of natural fibers. | [113]. |
| 10. | Bleaching process | The prominent technique which has widely been used due to the superior control of thermal constancy and/or the mechanical strength as well as to develop the morphological property of the exposed natural fibers by removing the adhered impurities, lignin and pigment fraction from the peripheral surface of fibers resulting the formation of much more stronger composite. Besides this this process also responsible for the reduction of water absorption tendency of natural fibers resulting in some noteworthy improvement in the tensile property of plant fibers. | [58,30] |
| 11. | Acid hydrolysis | Much more innovative and useful technique to hydrolyze the carbohydrates (including natural fiber, cellulose, obtained from plant) into more smaller molecules that allow access to a range of renewable chemicals and materials such as crystalline nano-cellulose (CNC), nano-fiber (NF), micro crystalline cellulose (MCC), etc. that has widely been used to fabricate nanocomposite, nano-film, bioplastic, biomaterials, nano-filter, nanomembranes etc. | [[33], [34], [35],58,115,116]. |
| 12. | Graft copolymerization | Considered as an attractive secondary modification process of primarily treated fibers due to their outstanding knock with respect to the socioeconomically and industrial point of view against the existing conventional methods of secondary modification of the natural fiber that allows to improve the mechanical, thermal, physical, adsorption, absorption, swelling and antimicrobial properties individually by controlling the hydroxyl groups (-OH) that belongs to the structure of natural fibers. | [117,119,121] & [118,120,122]. |
4. Surface modification approaches of fibers
Though the chemical treatments provide some important thermo-mechanical improved properties of the subjected natural fibers but they still need to improve their peripheral surface performance. Thus the natural fibers have been required to conduct some surface modification treatments resulting in better performance indeed [135,136]. It is well known to all that chemical treatments have generally been carried out with a view to eliminating the hydrophilic feature of natural fibers by controlling the available hydroxyl groups (-OH) with various types of treatment namely silane treatment, alkali treatment, acylation, grafting etc., [125,126,137]. While the surface modification treatments could not only allow to modify the peripheral surface of fibers but also act as a potential factor to increase the strength of the exposed natural fibers which leads to enhancing the adhesion mechanisms inter between the fiber surface in addition to the polymer matrix during compounding. In spite of the significance of surface modification treatment, there has been a very limited number of approaches applied so far to tackle this challenge because of the lack of accessibility of the responsible surface modification equipment's/experimental setup. Therefore, a list of the effective and commonly used methods which has been responsible for the natural fibers surface modification and their impacts is discussed below meanwhile the summary has also been presented by Table 5.
Table 5. The list of available surface modification treatments and their impacts on the subjected natural fibers.
| S.N | Surface modification treatments | Effects on the subjected natural fibers | References |
|---|---|---|---|
| 1. | Plasma modification treatment | Surface engraving develops the overall roughness of the surface of subjected fiber stuff, causing a superior interface with the matrices from end to end mechanical interlocking as well. | [[138], [139], [140], [141], [142]]. |
| 2. | VUV Irradiation treatment | Develops the overall peripheral surface features of the exposed natural fiber stuff for example: adhesion, wettability, tri-biological properties, fouling properties, barrier and insulating capacity, dyeing, abrasive properties and biocompatibility. | [143] |
| 3. | Ozone treatment | Supports to upgrade too maintain the mechanical properties of the treated fibers. | [126,143]; |
| 4. | Corona treatment | Increase the basicity and acidity of the corresponding surface of subjected fibers. | [[144], [145], [146], [147]]. |
| 5. | γ -Ray modification treatment | Upsurge the thermos-mechanical strength and the tensile properties of the exposed natural fiber while gamma radiation takes place attributed to the intercross-linking between the neighboring cellulose molecules particularly. | [106,[148], [149], [150], [151]]. |
| 6. | Laser treatment | Eradicate lignin fraction thus should be enhanced the structural features of treated fibers actually. | [[152], [153], [154]] |
4.1. Surface modification by plasma treatment
To eradicate the adhered impurities from the peripheral surface of the exposed natural fibers plasma modification technique has successfully been used for better results [139,140]. Oliveira and co-workers, delivered a stout review concerning the adaptation of the banana tree rachis fibers by conducting the treatment with dielectric barrier discharge (DBD) plasma in which a semi-industrial pattern instrument had been applied with a view to perform the experiments in ambient environments [138].
4.2. Surface modification by vacuum ultraviolet irradiation (VUV)
This treatment has been considered a comparatively new approach by which adhered impurities could be removed successfully from the subjected surface of natural fiber. In an attention-grabbing work, Kato and co-workers have reported on an interesting work addressing the surface oxidation of the exposed natural fibers by UVU technique. Nevertheless, to conduct this modification treatment, first of all the raw fibers could be placed into a stainless steel chamber which has a length of 140 mm as well as a diameter of 35 mm. During the experimental session a high energy radiations lower than 200 nm had been implied to generate the irradiation process. The trials were executed at room temperature by maintaining the pressure at about 2.5 Torr whereas the source lamp was Xe KsR-2A8 and equipped with MgF2 window, that actually 30 mm left from the sample holder. The photodiode could be measured at an intensity of 3 × 1015 photons/(s cm2) while irradiated with radiations of 147 nm particularly [143].
4.3. Surface modification by conducting ozone treatment
In the case of this treatment the ozone or oxygen-fluorine gas has successfully been applied to purify additionally to improve the peripheral surface of the considered natural fibers such types of significant works have stated by Kato and co-workers in which the authors have clarified the detailed process that permits to generate surface oxidation reaction onto the cellulosic fibers by means of ozone. This individual method adopts that the naturally occurring cellulosic nonwoven form of fiber stuffs could be exposed to ozone gas at 20 °C, maintaining the flow rate of gas about 50 L/h. But notable that the reaction times varies from 5 min to 9 h. The corresponding fiber stuffs that has usually been exposed to treat was washed systematically by distilled water in order to eradicate any adsorbed ozone fraction onto the surface of the treated fibers, then they were sent in a vacuum electric oven for drying at 60 °C overnight [143].
4.4. Surface modification by conducting corona treatment
Belgacem and co-workers already have directed some experimentations by using corona treatment to detect the improvements concerning the amendment of the peripheral surface of the natural cellulosic fibers for further study. Where the experimental set up had been comprised 2 plane electrodes constructed by aluminum besides a quartz plate that acts as a dielectric spacer. Around 1 g of cellulosic fibers was positioned in the concerning corona cell with 5 cm3volume and conducted for 1 min by maintaining a potential of about 15 kV as well as a frequency of 60 Hz at 25 °C while the relative humidity was 50 % [144,145,147].
4.5. Surface modification by conducting γ -ray treatment
This treatment has recently been marked as an innovative and interesting surface modification technique which has usually been conducted to improve the overall tensile property of the subjected natural fibers by increasing their hydrophobic nature resulting an impressive enhancement of tensile strength of the fiber as well as the composites which has been fabricated by theses treated fibers. However, Toth and co-workers for the first time had been carried out this particular treatment on cotton-cellulose and Kabir and coworkers have been reported a work on jute fiber to enhance its mechanical properties [149,151]. Where, first of all the cotton cellulose could be treated by NaOH solution (1–6 mol dm−3) this was followed by TMAH (1–3 mol dm−3). However, the neutralization of the primarily treated fiber stuff is very important then drying. And finally, the subjected fibers were post-processed with 5 kGy/h dose rate maintained by a Co60 γ source in exposed air [148,150].
4.6. Surface modification by conducting laser treatment
A pretty interesting and innovative but limitedly used surface modification technique namely laser treatment was reported by Mizoguchi and co-workers, which had been conducted on natural cellulosic fibers by an excimer laserirradiation system to improve the quality of fiber stuff. There are three types of excimer lasers (such as ArF (193 nm), KrF (248 nm) and XeCl (308 nm) that have generally been used for irradiation treatment. Meanwhile the Lambda-Physik LPX210i (of ArF and KrF laser) too LambdaPhysik EMG102MSC (of XeCl laser) have been applied for the treatment of exposed fiber stuff due to their surface modification with an ambient condition indeed. Here one thing is important that the pulse width consists of 20 ns of ArF, 23 ns of KrF and 14 ns of XeCl depending upon the types of the individual lasers, the frequency has generally been used as 1 Hz. Where Neon gas has been considered as a buffer gas. To obtain decent focus from the laser beam there is a concavo-convex lens has been used that allows the adjustment regarding the laser fluence which usually been measured by a joulemeter and an oscilloscope. The raw fibers were positioned in the sample holder exactly between the lens and joule meter. The irradiation area is (0.24–1.20) cm2 while the influence of irradiation fluency lies between (100–500 mJ/cm2) and the pulses number were (1–100) on the fiber surface structure might be analyzed [154].
5. Characterization methods
This section has been devoted to presenting the most important characterization techniques that could be frequently used to characterize the raw and modified natural fibers respectively. The available characterization methods that would be discussed below look very much essential so as to evaluate the suitability of the considered natural fibers as reinforcement in sustainable bio-based polymeric composites.
5.1. Density measurement
To measure the density of the subjected natural fibers, it has been early need to dry the fibers completely in a non-hygroscopic desiccator for 48 h which holds calcium chloride. After that, the fibers were impregnated with toluene for 2 h to eradicate the existing microbubbles that belong to the fiber stuff. Then the fibers were cut into a desired length of about 5–10 mm and placed into a pycnometer which has the responsibility to determine the density of the fibers [62,76,155,156]. By using the following mathematical formula the density of plant fiber (ρ) could be effectively calculated-(3)Here, m1, m2, m3, and m4 represent the weight of the blank pycnometer (in kg), pycnometer loaded with chopped fibers (in kg), pycnometer loaded with toluene (in kg), and pycnometer loaded with chopped fibers and toluene solution (in kg) correspondingly [[157], [158], [159]].
5.2. Measurement of diameter
In exercise, the diameter of the addressing natural fiber has normally been measured by using a digital micrometer or by a microscope (including both the OM and SEM). The application of the digital micrometer which allows to measure the diameter of the subjected individual fiber with an accuracy around 0.001 mm, or else, measurements through an air wedge (±0.001 mm) could be an alternative technique [155,160].