1. Introduction
While the horizontal wells have become longer and longer for increasing the reservoir contact in many parts of the world, the coiled tubing (CT) capabilities to entirely intervene in these wells are limited by the ability of the CT friction-reducing technologies to reduce the CT mechanical friction and transfer enough weight-on-bit (WOB) downhole. Among the most used and performant such CT technologies are lubricants and vibratory tools (Bhalla, 1995; Sola and Lund, 2000; Robertson et al., 2004; Newman, 2007; Barakat et al. 2007; Newman et al., 2009, 2014; Castañeda et al., 2011; Alali and Barton, 2011; Schneider et al., 2011, 2012; Azike-Akubue et al., 2012; Hilling et al., 2012; Wicks et al., 2012, 2014; Dhufairi et al., 2013; Guo et al., 2013; Macdonald et al., 2013; Livescu and Watkins, 2014; Parra et al., 2014; Ahn, 2015; Benson et al., 2016; Kolle et al., 2016; McIntosh et al., 2016; Duthie et al., 2017; Livescu et el. 2017; Griffin and Nichols, 2012; Liston et al., 2014) and tractors (Hallundbæk et al. 1994; Nasr-El-Din et al., 2004; Hashem et al., 2005, 2008; Bawaked et al., 2008; Arukhe et al., 2012, 2013a,b; Newman et al., 2014; Al-Buali et al., 2015; Lee et al., 2016; Livescu and Misselbrook, 2016; Manil et al., 2017; Rajamani and Schwanitz, 2017). The simplest solution is the use of lubricants. Some lubricants have been shown to have the best, most predictable and reliable friction-reducing properties. However, arguably large lubricant volumes are required for effectively reducing the CT friction in long laterals, making some operators circumspect due to cost concerns. Alternatively, the operational costs of vibratory tools and tractors may be lower, but their field performance is usually not very well documented, raising questions about their predictability and reliability in the field. In addition, the vibratory tools are slow beyond the CT lock-up and the CT tractors perform unpredictably depending on the presence of sand, proppant or debris in the well (Hallundbæk, 1994; Sola and Lund, 2000; Hashem et al., 2005; Bawaked et al., 2008; Newman et al., 2009; Alali and Barton, 2011; Castañeda et al., 2011; Schneider et al., 2011, 2012; Wicks et al., 2012; Arukhe et al., 2012; Azike-Akubue et al., 2012; Hilling et al., 2012; Arukhe et al. 2013a, b; Guo et al., 2013; Parra et al., 2014; Pawlik et al., 2014; Wicks et al., 2014; Ahn, 2015; Al-Buali et al., 2015; Castro et al., 2015; Kolle et al., 2016; Livescu et al., 2017).
As shown in the first part of this review study (Livescu and Craig, 2017), the field performance of lubricants is still highly misunderstood, despite several recent studies on modelling and laboratory and field testing (Livescu and Wang, 2014; Livescu et al., 2014a,b; Livescu and Craig, 2015; Livescu et al., 2015; Elrashidi et al., 2016; Livescu and Delorey, 2016). There are still anecdotal case histories presented within the industry without strong scientific fundamentals (Yeung et al., 2017; Sherman et al., 2017). In general, the use of lubricants for CT operations is still based on their cost and marketing information rather than on their field-validated performance (Livescu and Craig, 2015). Note that in addition to lubricants, vibratory tools and tractors, several papers have reported optimized taper designs for extending the lateral reach (Newman et al., 2014; Lee et al., 2016; Galvan et al., 2017). While these have some advantages in extending the CT reach, they have significant technological and operational limitations that are discussed below.
Independent of what CT friction-reducing technology is used, a default coefficient of friction between the CT and well should be assumed. As discussed in detail in the first part of this critical review, the unified coefficient of friction theory (i.e., one coefficient of friction for the entire CT) was introduced by Craig (2003). He concluded that a constant default coefficient of friction of 0.24 was representative for most of the wells analysed, independent of the well deviation complexity, production rates, and CT sliding direction (i.e., running in hole, RIH, or pulling out of hole, POOH). Although this generic coefficient of friction of 0.24 is successfully used in the field for 2-in. CT operations in 5 ½-in. laterals as long as 5000 to 6000 ft, the friction force corresponding to this value is too large to reach longer laterals, assuming the CT ability to transfer at least 500 lbf WOB (Livescu and Craig, 2017). Thus, CT friction-reducing technologies are needed to intervene in longer laterals.
Although not in the scope of this critical review, it is worth mentioning that studies on friction, buckling and helical lock-up between two tubulars in wellbores such as drill pipe or CT and completion, have been published extensively in the last three decades (see, for instance, Dawson and Paslay, 1984; Mitchell, 1986; Miska and Cunha, 1995; Qiu et al., 1997; Zheng and Adnan, 1997; Qiu, 1999; Qiu and Miska, 1999; Aasen and Aadnøy, 2002; Zdvizhkov et al., 2007; Mitchell, 2007, 2008a,b, 2009; Gao and Miska, 2010; McCormick et al., 2011; Mitchell et al., 2015). For more details about the theory of CT friction, buckling and helical lock-up, the reader is directed to those studies.
Independently of reducing the coefficient of friction and thus the friction force, another mechanism to extend the CT reach is to increase the downhole axial pulling load. This has been achieved in the field by using either vibratory tools or tractors. Despite a broad use of these CT vibratory and tractor tools and their potential benefits for well interventions, reliable and consistent field validation studies of their friction-reducing capabilities are rare. For instance, as of November 2017, a search in the Society of Petroleum Engineers (SPE) electronic library of technical papers resulted in 2072 papers with the keywords “coiled tubing extended-reach”. For comparison, a search for “coiled tubing vibratory tool” yielded 6252 results, while a search for “coiled tubing tractor” resulted in 707 results. However, field performance studies are mostly anecdotal or proprietary. The most relevant studies regarding the modelling, laboratory and field performance of CT vibratory tools and tractors are discussed below. In addition, there was no available literature review of the knowledge gained to date. Thus, a critical review paper of the existing studies addressing the CT vibratory tools and tractors and scientific demonstrations of their field performance will indicate the challenges and limitations encountered in the field. This will hopefully trigger further research and development and best field practices for well intervention operations in extended-reach wells.
The paper proceeds as follows. First, the previous studies on CT vibratory tools are reviewed, including their field performance, laboratory testing, and modelling. Second, the CT tractors are reviewed, including their field performance and laboratory data, as no modelling study is available. Third, best field practices for all these friction-reducing technologies are discussed. Finally, the principal findings of this critical review and further recommended work are summarized.
2. Vibratory tools
2.1. Previous studies with vibratory tools
Significant advancements in using vibratory tools for CT applications have been reported in the last two decades (Sola and Lund, 2000; Robertson et al., 2004; Newman, 2007; Barakat et al. 2007; Newman et al., 2009, 2014; Castañeda et al., 2011; Alali and Barton, 2011; Schneider et al., 2011, 2012; Azike-Akubue et al., 2012; Hilling et al., 2012; Wicks et al., 2012, 2014; Guo et al., 2013; Macdonald et al., 2013; Livescu and Watkins, 2014; Parra et al., 2014; Ahn, 2015; Kolle et al., 2016; Benson et al., 2016; Livescu et el. 2017). For instance, the development of unconventional shale reservoirs in North America has increased the demand for long horizontal wells. With increased lateral well length, milling with CT becomes less efficient, as not enough force is transmitted to the bottom hole assembly (BHA). The axial force produced by a vibratory tool may help increase the axial BHA load in order to efficiently remove all composite plugs. (Castañeda et al., 2011; Schneider et al., 2011). It is worth mentioning that downhole pressure pulses developed by CT fluid hammer vibratory tools have recently emerged as a potential technology for interrogating and mapping the fractures from shale plays (Carey et al., 2015; Moos and Livescu, 2016). If these technologies will prove useful, they could be used for both increasing the CT reach and helping acquire hydraulic fracture geometry data.
A fluid hammer tool (or, in a limiting sense, a water hammer tool) is a vibratory tool that uses the pressure surge appearing when an incompressible fluid, such as water, or compressible fluid, such as gas or steam, flowing through the CT and the tool is forced to suddenly change its momentum. This momentum change leads to an axial BHA force and radial vibrations that travel along the CT length. Within the well intervention community, there are only a few papers discussing different aspects on how the fluid hammer is specifically modelled for CT operations and how several fluid hammer tools are used for extending the CT reach by generating an axial force and reducing the CT mechanical friction (Newman et al., 2009; Livescu and Watkins, 2014; Kolle et al., 2016; Livescu et al., 2017).
To incorporate the fluid hammer effect in the most common tensile forceanalysis (TFA) models for CT operations, a constant axial BHA load and a potential coefficient of friction reduction are usually assumed without effectively calculating them by taking into account the effects of such operational parameters as the pumping rate, downhole pressure and temperature, vibration frequency, well profile, CT parameters, etc. (Livescu and Watkins, 2014; Livescu et al., 2017). Thus, when a fluid hammer tool is planned to be used, the assumed axial BHA force and coefficient of friction are usually implemented in the pre-job planning phase based on previous experience from similar operations. This simplistic approach is vulnerable to inconsistent results when comparing the pre-planned and post-job CT axial and frictional forces(Castañeda et al., 2011; Schneider et al., 2011, 2012). While the change of momentum due to the fluid hammer does translate into an axial force equal to the mass of fluid flowing through the fluid hammer tool times the fluid acceleration (which is equal to the time change of fluid speed), the coefficient of friction depends only on the contact surface and annulus fluid properties, such as chemistry and temperature, and contact surface roughness (Livescu and Craig, 2015). That is, the coefficient of friction does not depend on the fluid hammer itself. However, the CT fluid pressure waves produce a radial acceleration that changes the CT normal force (in a non-vertical well) and thus, the CT friction force. These theoretical findings and their field validations were presented in only one recent paper (Livescu et al., 2017). The most relevant papers on CT fluid hammer science and engineering are briefly discussed below.
Sola and Lund (2000) reported the prototype technology development and laboratory testing results of a so-called friction drag reducer regarded as a double-acting hydraulic cylinder with automatic reverse valves. The typical stroke length and oscillating frequency were between 2- and 4-in. and between 2 and 8 Hz, respectively. The flow rate through the tool was between 0.6 and 0.9 bpm. A computational model using a commercial software program was also developed for predicting the behavior and efficiency of the tool when installed at the CT end. Without providing specific details, the model was one-dimensional and related the axial force generated by the pressure pulses to the frictional force of the tool and CT assembly and did not take into account the well profile. No further details regarding the tool development or field validation of this prototype friction drag reducer were reported after that.
Robertson et al. (2004) discussed a dynamic excitation tool, from its laboratory testing in Norway to its CT drilling field trials in Alaska. The tool comprises a short positive displacement motor (PDM) which powers a valve. The PDM drive oscillates an upper valve plate with a hole in it, while the rotor moves from side to side within the stator. The oscillating plate moves above a static plate, with a central hole. Depending on the location on the two holes relative to each other, the internal flow area through the tool periodically varies from a maximum to a minimum, creating pressure pulses. The frequency and size of the pressure pulses are proportional to the flow rate.
A reverse model based on the field results was also reported by Robertson et al. (2004). The model was capable of predicting the WOB for a specific well. The predicted and actual weights without the vibratory tool compared within 500 lbf. In order to obtain a more accurate comparison, a coefficient of friction of 0.50 was used in the model, suggesting that there were cuttings in the hole after drilling or that there was significant tortuosity in the wellbore. When the vibratory tool was used, the actual coefficient of friction was reduced to 0.31. Thus, the vibratory tool reduced the actual coefficient of friction by 38% (from 0.50 to 0.31).
Newman (2007) conducted laboratory testing for axial, lateral and torsional vibrations at multiple frequencies. He found that: lateral vibrations(perpendicular to the CT axis) did not reduce the CT friction force, even when vibration forces large enough to break the CT were induced; axial vibrationsreduced the CT friction significantly, before helical buckling occurred (once the helical buckling occurred, the axial vibrations were less effective); and torsional vibrations were unpractical for real CT operations. Specifically, rotating a bent pipe in a curved wellbore would cause variations in torque along the CT. This, in turn, would cause variations in the speed of rotation and would likely cause undesired dynamic effects on the CT. The main conclusion of this laboratory study was that lateral and torsional vibrations are likely unpractical for real CT operations and axial vibrations could lead to significant CT friction reduction. However, the vibration energy required and the friction mitigation benefits due to axial vibrations do not justify the cost and maintenance issues that could arise from vibrating the CT from surface.
Newman et al. (2009) reported laboratory testing with the vibratory tool developed by Robertson et al. (2004), called “agitating tool” in this study, and modified a commercial TFA model to include the coefficient of friction variation due to the tool's axial vibrations. From the laboratory tests, it was observed that the vibration energy attenuates along the CT length, until a point is reached at which there is no more vibration. For the bottom portion of the CT length that vibrates, friction is eliminated; however, for the rest of the CT length, friction is not reduced at all. This observation translated in considering in the proposed model of a certain point along the CT length and dividing the CT friction force in two categories: for the portion between the agitating tool and that point, the model keeps a running total of what the friction would have been in that section, then reduces to zero the friction in each successive section until the running total equals the friction force the agitating tool should have remove; from that point to surface, the friction force is calculated as it would be without vibrations. While this method is certainly interesting, there was no methodology included in this study for precisely identifying the location of the certain point that separate the two CT friction regimes and the effects of the well and CT parameters on that precise location. In addition, it is not clear how sensitive the friction calculations are to the location of this point, as no laboratory testing could accurately predict its location in the pre-planning stage of a CT operation.
Newman et al. (2009) also presented the field results from two plug milling and cleanout operations in two ‘J shaped’ wells in Texas, USA. The first well had a 7-in. casing to 10,000 ft and a 4.5-in. liner to almost 19,000 ft. Two runs were performed without any vibratory tool and the frictional lock-up was reached at 13,463 ft. The third run was performed with a 2 ⅞-in. agitating tool, similar to that developed by Robertson et al. (2004), and the frictional lock-up was reached at 14,370 ft. In order to extend the lock-up depth, the model predicted that 1510 lbf of friction force was removed by vibration. Various coefficient of friction reductions were tried out until one was found to match the field lock-up depth. Thus, the coefficient of friction reduction was found as 0.028.
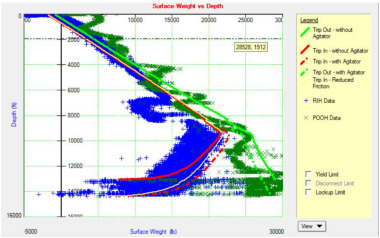
In the second case, 1620 lbf of friction force was removed by vibration. A coefficient of friction reduction was found as 0.055. Considering that the tool runs in these two cases were similar and the pumping rates through the tools were also similar, the axial forces and coefficient of friction reductions should be similar. While the axial forces were similar (they varied by 7% difference), the coefficient of friction reductions were different (they varied by 49%), showing that the proposed model to find the point along the CT length differentiating the CT friction regimes should be improved (Fig. 1).
 Fig. 1. Actual and predicted weight gauge curves during RIH, denoted as “Trip In”, and POOH, denoted as “Trip Out”, with and without an agitating tool, denoted as “Agitator” (Newman et al., 2009).
Fig. 1. Actual and predicted weight gauge curves during RIH, denoted as “Trip In”, and POOH, denoted as “Trip Out”, with and without an agitating tool, denoted as “Agitator” (Newman et al., 2009).Alali and Barton (2011) reported a few case histories for drilling wells using the vibratory tool developed by Robertson et al. (2004), called “axial oscillation generation tool” in this study. The authors concluded that more than 15,000 runs were performed worldwide using this tool, although no supporting evidence for this conclusion was included in this study. Not too much information was presented either regarding the tool performance, friction reduction, or how much the reach was extended because of this tool, making this paper feel more like a marketing pamphlet than a technical paper.
Schneider et al. (2011, 2012) reviewed the results and operational improvements observed from 23 milling operations across the USA using three fluid hammer tools and several lubricants. They presented the lateral reach, predicted and actual weights, actual coefficients of friction, and plug milling times in four cases: a base case (no fluid hammer tool with or without lubricant); and three cases with each fluid hammer tool (with or without lubricant). Among the conclusions of these studies, one of the most important is that due to the variable nature of CT operations, highlighting the “best” single well results of the CT friction-reducing technologies is not recommended. Instead, a review of a statistically relevant number of wells could yield a more realistic “average” performance. Thus, in order to accurately predict the fluid hammer tool performance in an extended-reach well, the design engineers should fully understand the tool's capabilities.
Azike-Akubue et al. (2012) reported three case histories for drilling wells using the vibratory tool developed by Robertson et al. (2004), called “axial oscillation generation tool” in this study, and studied the tool's effect on the mechanical specific energy. This study concluded that the agitating tool improved the WOB, torque-drag, and rate of penetration, without specifically quantifying the tool's effect on any of these.
Wicks et al. (2012, 2014) developed a theoretical model for studying the effect of the axial vibrations induced by a new vibratory tool on the CT friction. The model was verified in laboratory and validated in the field. Their simulations predict the distance of axial vibration propagation along the CT length, as a simple correlation depending on the amplitude of the axial oscillation, the coefficient of friction, and the buoyant weight per unit of CT length. It is not clear if the model was developed for an empty one-dimensional rigid body (i.e., tubing) or for the CT with fluid inside and outside. Although this model can predict the location of the point between the two friction regimes introduced by Newman et al. (2009), the potential simplifying assumption that the CT is not filled with and immersed in fluid that may dump the axial oscillations could alter the accuracy of the results. In addition, a PVC pipe was used for the model verification in laboratory. This could also lead to significant errors between the model predictions and real field applications, as a PVC pipe and metal CT have different mechanical properties and therefore the axial vibrations propagate differently through them.
In a field trial performed in an extended-reach well in Middle East, a prototype vibratory tool developed as part of this research extended the CT reach between 1400 and 3150 ft. No detailed comparison between the proposed model and the field data was shown in these two papers, although it was stated that the CT reach gained during the field trial was comparable to the predicted reach for an axial force of 2500 lbf generated by the vibratory tool. It is also not clear if the prototype vibratory tool was capable of generating this axial force for the pumping rate and pressure used in the field trial.
Guo et al. (2013) developed a mathematical model to predict the pressure pulse magnitude, CT oscillation and axial BHA force, called “release force” in this study, due to the friction reduction generated by pressure pulses. They used a previously-developed correlation to express the dynamic coefficient of friction in terms of the static coefficient of friction, dynamic coefficient of friction for infinite velocity, the average sliding velocity, and an empirical parameter called friction coefficient decline rate constant. They applied their model to a real case history from an extended-reach operation in Texas, USA. While well profile data was taken from that specific operation, it is not clear how the static coefficient of friction of 0.30, the dynamic coefficient of friction of 0.20, and the friction coefficient decline constant of 10 were chosen, as no details were provided regarding any field or laboratory validation for these values. Without providing specific details, the study also concluded that a fluid hammer tool may reduce the CT friction and increase the WOB by a few hundred pounds and extend the CT reach by a few hundred feet.
Macdonald et al. (2013) reported the prototype technology development and laboratory testing results of a fluid hammer tool for which Guo et al. (2013)developed the mathematical model described above. They confirmed that low frequency (i.e., lower than 10 Hz) fluid hammer tools are capable of producing axial forces relevant to CT extended-reach operations. No further details regarding the tool development or field validation of the prototype fluid hammer tool were reported after that.
Parra et al. (2014) presented the details of a complex well intervention operation from Kazakhstan, using the fluid hammer tool developed by Standen and Brunskill (2012). Although the successful operation was described in great details, there was not enough information regarding the tool's predictable and repeatable performance history.
Ahn (2015) discussed the importance of several factors on the efficient and economical CT milling process in horizontal completions. Without providing too many technical details, the vibratory tools, called “agitators” in this paper, are classified as radial, or “oscillatory”, and axial, or “hammer”. According to this study, “a radial agitator works by creating radial vibrations that shake the CT and change the dynamics of the contact normal forces, reducing the CT friction”; in addition, “an axial agitator generates a piston-like action or water hammer effect that helps reduce the compressive loads by pulsing CT through the lateral, which helps fight friction forces”. Although no technical proof is provided to support these statements, the author correctly states that “there are many opinions regarding which works better.” Finally, the author states, also without providing any proof, that “for CT extended-reach milling applications, an agitator is almost always recommended”. While the authors of this review believe that friction-reducing technologies are needed to extend the CT reach in long laterals, the technology that provides the most reliable, predictable, and repeatable benefits should be chosen based on careful modelling in the pre-job planning stage and not on anecdotal experience from previous operations.
Kolle et al. (2016) presented a mathematical model, laboratory results and three case histories for a fluid hammer tool with a variable bypass control for controlling the force applied to the BHA. The model takes into account the effects for the CT injector weight and fluid bypass and calculates the maximum feed rate at which the fluid hammer tool is effective for extending the CT reach. The effects of the pressure pulse magnitude, fluid bypass, coefficient of friction, flow rate, well inclination, and dogleg severity on the horizontal reach were discussed. The model assumes a 25% reduction in the coefficient of friction above the tool over a certain CT length that is limited to the axial pulse dissipation. In all three case histories, the proposed model accurately predicted the ability to reach total depth. Note that in the third case history (a record-breaking CT lateral reach), the model predicted that the total depth would not be reached without using a lubricant to reduce the coefficient of friction as confirmed by the field data.
Benson et al. (2016) presented a case history from an extended-reach well offshore Malaysia using the vibratory tool developed by Robertson et al. (2004), called “excitation tool” in this study. Without explicitly quantifying, the authors stated that pressure pulses travel axially up the CT, breaking static friction and reducing the overall dynamic friction between the CT and wellbore. The vibratory tool extended the CT reach by 1400 ft comparing to the maximum depth predicted by the operator's TFA software used in the pre-planning stage. While this is indeed a field operational success, no details were given regarding the predicted and actual weight matching, the coefficient of friction reduction, or the tool's predictable and repeatable performance history.
McIntosh et al. (2016) presented a vibratory tool study in five wells in the USA to gain a better understanding of the top competing tools and how they compared against each other. Four wells were drilled using four different vibratory tools and one was drilled without any vibratory tool (a lubricant, called “friction reducer” in this study, was used instead). While the wellbore geometries varied slightly, their general characteristics remained consistent. From the four vibratory tools, three exerted axial forces and the fourth exerted a lateral force.
The vibratory tools from this study were classified as mechanical inertial tools and flow interrupting tools. The first ones convert hydraulic power into mechanical vibratory energy and rely on using fluid flow inside the tools to generate inertial vibration to the carrying CT. The second ones use flow restrictions varying in time and generating periodic oscillating backpressurewaves; they could be further classified in fluidic flow modulating tools, rotary valve tools and shuttle/poppet valve tools.
Pre- and post-job weight matching was performed for all five wells. The field coefficients of friction obtained from the post-job matching were 0.35 for no vibratory tool and for the mechanical inertial tool; 0.27 for the rotary valve tool; 0.28 for the shuttle/poppet tool; and 0.25 for the fluidic flow modulating tool. In addition, the RIH speeds were reported between 10.3 ft/s for the mechanical inertial tool and 16.1 ft/s for the fluidic flow modulating tool. However, these results are not conclusive, as different volumes of an unspecified lubricant were reported for each well. Thus, 110 gallons of lubricant were used in the well without any vibratory tool; 103 gallons of lubricant were used with the mechanical inertial tool; 100 gallons of lubricant were used with the rotary valve pulse tool; no lubricant was used with the shuttle/poppet valve tool; and 125 gallons of lubricant were used with the fluidic flow modulating tool. These field results, although interesting, cannot be used to reach a firm conclusion regarding the tools and lubricants' performance, especially relative to each other.
Livescu and Watkins (2014) and Livescu et al. (2017) presented a mathematical model for calculating the axial force and radial vibrations along the CT generated by the pressure pulses. In the first paper, the CT was considered as a straight pipe; in the second paper, the model was extended to take into account the more realistic CT helical shape. The fluid hammer tool developed by Standen and Brunskill (2012) that uses a fluidic switch based on the Coandă effect (Coandă, 1936) was used for this study, although any other vibratory tool that generates pressure pulses could be easily implemented in the proposed model once the pressure wave properties such as amplitude, wavelength, and frequency are known.
The reduction of the CT friction force due to the fluid hammer may be translated into a reduced (i.e., apparent) coefficient of friction that can vary along the CT length or be integrated to obtain a unified value for the horizontal or entire CT length. The numerical model, based on the Method of Characteristics and Perturbation Theory, was validated against laboratory data (Fig. 2). Two case histories from two extended-reach operations in Texas, USA were presented showing how the proposed fluid hammer model is integrated into a TFA computer program for matching the pre-job (i.e., predicted) and post-job (i.e., actual) weights.
 Fig. 2. Validation of the mathematical model results (“Calculated”) against laboratory data (“Measured”). The average flow rate and back pressure are 1.6 bpm and 2740 psi, respectively (Livescu et al., 2017).
Fig. 2. Validation of the mathematical model results (“Calculated”) against laboratory data (“Measured”). The average flow rate and back pressure are 1.6 bpm and 2740 psi, respectively (Livescu et al., 2017).One of the most important conclusions of these two studies was that the coefficient of friction does not quantitatively depend on the fluid hammer tool parameters. However, the CT radial vibrations due to the fluid hammer inside the CT modify the CT normal contact force, in a non-vertical well, and thus the CT friction force. A methodology was proposed to calculate an averaged apparent coefficient of friction due to the fluid hammer, taking into account the effects of such downhole parameters as the annulus fluid type, annulus fluid temperature, and the contact surface roughness. Other effects, such as the annulus fluid pressure and the CT running speed could be taken into account, but they were found to have small effects on the coefficient of friction. This model is the first published that calculates the axial force and coefficient of friction reduction along the CT length based on the pumping pressure and the well, CT and fluid hammer tool parameters. For all previous studies, either the axial force, or the reduced coefficient of friction along the CT length, or both were assumed based on the previous experience from similar operations and not calculated based on the operation's specific parameters.
Livescu et al. (2017) also presented the field results from two plug milling and cleanout operations in two 5 ½-in ‘J shaped’ wells in Texas, USA. In both cases, the CT and the fluid hammer tool similar to that from Standen and Brunskill (2012) were 2- and 2 1/8-in., respectively; lubricant at a concentration of 1% was used in the base fluid during the prior plug milling operation, but was not utilized during the cleanout runs. A fluid friction reducer for decreasing the CT frictional pressure drop was mixed at 0.1% by volume. The mixed fluids were pumped at 2.5 and 2.0 bpm, respectively.
Assuming that the CT for the first operation was as long as the well (i.e., 14,000 ft), the CT fluid hammer model proposed by Livescu et al. (2017) was used to calculate the axial pulling force and the averaged apparent coefficient of friction due to the fluid hammer tool. For the parameters of this operation, the calculated (i.e., predicted) axial BHA force and averaged apparent coefficient of friction were 1800 lbf and 0.20, respectively (Fig. 3). Great agreement was obtained between the actual and predicted weight data during RIH. The same methodology was used for the second case history; the calculated axial BHA force and averaged apparent coefficient of friction were 1000 lbf and 0.22, respectively.
 Fig. 3. Actual and predicted weight gauge curves during RIH with: 0.14 coefficient of friction and no axial load (lubricant and no vibratory tool) denoted by “0 lbf and CoF = 0.14”; 0.20 coefficient of friction and 1800 lbf axial load, obtained from the proposed fluid hammer model and denoted by “Proposed Model, 1800 lbf and CoF = 0.20”; and 0.24 coefficient of friction and 2400 lbf axial load (no lubricant), denoted by “2400 lbf and CoF = 0.24” (Livescu et al., 2017).
Fig. 3. Actual and predicted weight gauge curves during RIH with: 0.14 coefficient of friction and no axial load (lubricant and no vibratory tool) denoted by “0 lbf and CoF = 0.14”; 0.20 coefficient of friction and 1800 lbf axial load, obtained from the proposed fluid hammer model and denoted by “Proposed Model, 1800 lbf and CoF = 0.20”; and 0.24 coefficient of friction and 2400 lbf axial load (no lubricant), denoted by “2400 lbf and CoF = 0.24” (Livescu et al., 2017).An important conclusion from the two case histories from Livescu et al. (2017)was that, for different combinations of the axial BHA force and coefficient of friction, the predicted weights obtained with the existing TFA models can match within a few thousand pounds the actual weights recorded during those two CT operations. This leads to subjectivity when the CT friction-reducing technologies are chosen in the pre-job planning stage and potentially to non-optimum operational results. It is recommended that this CT fluid hammer model should be used together with the existing TFA models to choose the optimum CT friction-reducing technology (i.e., fluid hammer tool, lubricant, or both) for each operation to effectively reach the well's bottom.
Duthie et al. (2017) presented a field application of a vibratory tool and a selection of lubricants, called “friction and drag reducers” in this study, in a well with small restrictions of 2.441-in. due to an electrical submersible pump (ESP) and a 8.5-in., 5000 ft long, horizontal open-hole section. The well was more than 16,000 ft long. Hydraulic tractors were excluded from the list of potential technologies in the pre-planning design stage of this operation due to the severe variation of the well's internal diameter resulting in low pulling forces. The vibratory tool producing axial forces of more than 1600 lbf was also yard tested in the pre-planning stage. The predicted lock-up depth was 12,700 ft for 2-in. CT, without any friction-reducing technology. It is not clear if lubricants were indeed used and what was their effect. In addition, there are no details showing if the vibratory tool performed downhole as expected after the yard test and what was the actual CT reach. Without providing any details, the authors stated that an updated version of their vibratory tool extended the CT reach in a similar well from 53 to 93% of the open-hole section. In conclusion, while this operation was an excellent field achievement, the paper itself contributes to the anecdotal body of literature, leaving the reader with more questions than answers regarding the vibratory tool's predictable and repeatable downhole performance.
Galvan et al. (2017) studied the effects of the custom CT design by tapering wall thickness, vibratory tools and lubricants, called “fluid additives” in this study, for extending the CT reach in several wells in Argentina. Although not many details were provided about the vibratory tools and lubricants used in this study, interesting field data for several runs with different combinations of lubricants and vibratory tools were included: no lubricant and no vibratory tool; lubricant and no vibratory tool; and lubricant and vibratory tool. The wells were divided in vertical, bend and lateral sections. Post-job RIH and POOH weight matching was presented and different coefficients of friction were obtained. For instance, for RIH in the lateral of one well with 2-in. CT, the coefficient of friction was decreased from 0.34, when no lubricant and no vibratory tool were used, to 0.30, when only the lubricant was used, and to 0.27 when both lubricant and vibratory tool were used; for POOH in the lateral of the same well, the coefficients of friction in the three cases were 0.24, 0.20 and 0.19, respectively. Additionally, for RIH in the lateral of another well with 2 ⅜-in. CT, the coefficient of friction was decreased from 0.28, when no lubricant and no vibratory tool were used, to 0.23, when only the lubricant was used, and to 0.23 when both lubricant and vibratory tool were used; for POOH in the lateral of the same well, the coefficients of friction in the three cases were none, 0.18 and 0.18, respectively (no base case data was provided in this situation).
Several conclusions relevant to this review can be drawn from the field results presented by Galvan et al. (2017). First, it seems that the lubricant alone provided 12 and 18% friction reduction for RIH in the two wells; and 17 and 0% for POOH in the two wells. Second, when vibratory tools were used together with lubricants, the coefficients of friction were further reduced by 10 and 0% for RIH in the two wells; and by 5 and 0% for POOH in the two wells. Third, the coefficients of friction were assumed as different for RIH and POOH and for the vertical, bend and lateral sections.
2.2. Advantages of vibratory tools
The strongest advantage of vibratory tools is that, if correctly used, could consistently reduce the CT friction and extend the CT reach, without the disadvantages of lubricants. Second, with the latest theoretical and numerical advancements in understanding how the vibratory tools affect the field coefficient of friction, predicting the CT lateral reach is more accurate in the pre-job planning stage leading to predictable and reliable CT reach. Third, the vibratory tools are small and easier to handle than the lubricants that usually need to be pumped in large volumes for significant CT friction reduction in long laterals.
2.3. Disadvantages of vibratory tools
One of the biggest disadvantages of vibratory tools is that the fluid volume pumped through them is limited by their small size. This significantly limits their ability to increase their axial force and reduce the CT friction. For instance, while CT friction reduction between 40 and 60% was reported for field CT operations with lubricants, only 10–20% was usually reported when using vibratory tools. Second, typically the vibratory tools are slow beyond the CT lock-up depth. For instance, RIH speeds as low as 1–2 ft/min were reported with certain vibratory tools. This significantly increases the operational time beyond the CT lock-up in long laterals. Third, the vibratory tools are typically used on multiple operations and they require scheduled maintenance, increasing the logistical challenges and operational costs.
3. CT tractors
3.1. Previous studies with tractors
Several commercial downhole tractors are available for extending the CT lateral reach. Typically, these tractors rely on either a single set of driven wheels or a double set of grab pads with a hydraulic cylinder to provide the tensile force. While highly useful in many intervention applications, all tractors utilize complex external assemblies that would be at significant erosion risk during certain CT applications such as annular CT fracturing operations. A review of the previous studies on CT tractor technologies is presented below.
Hallundbæk (1994) presented, probably for the first time, hydraulic (for CT) and electrical (for wireline) tractors with modular power source for running in lateral or highly deviated wells. They reported, without specific details, that tractors were used for a large range of well intervention applications such as cleanouts, plug setting and pulling, sliding sleeve actuation, open-hole logging, production logging, drilling, perforation gun actuation, etc. In addition, they reported that the BHAs were designed for working together with logging tools and video cameras.
The reported CT tractors were powered by brine, water, mud, etc. pumped through the CT. The typical CT sizes were between 1- and 2 ¾-in. A wireline could be installed through the CT and control the tractor; in this case, the wireline downhole measurements could be sent to surface. Alternatively, the CT tractors could run without a wireline. The tractors had three outer diameters: 2 ⅛-in., for operating in wells with inner diameters between 2.2- and 4 ½-in.; 3 ⅛-in., for operating in wells with inner diameters between 4.9- and 7.0-in.; and 4 ¾-in., for operating in wells with inner diameters between 4.9- and 12.0-in. The tractors were composed of several sections: five sections, for the CT tractors, and three sections, for the wireline tractors. With the modular construction, the pulling capacity of tractors could be changed by adding or removing sections. The traction sections were internally driven by a sequence system, operated by a PDM. The sequence system alternatively strongly pressed several rollers against the well, establishing the necessary traction force.
For the CT tractors, the fluid was pumped down through the CT, PDM and tractor itself, and then was allowed to flow out in the front of the tractor. A specific minimum fluid flow was always required, depending on the tractor's pulling capacity and running speed. The claimed pulling capacity was reported as 6600 lbf for the CT tractors and 3300 lbf for the wireline tractors; the claimed RIH speed was reported as 90 ft/min for the CT tractors and 55 ft/min for the wireline tractors. However, none of these values was validated in the field.
Nasr-El-Din et al. (2004) reported two case histories in the Middle East for using dual 3 ⅛-in. hydraulic tractors to extend the CT reach. The total depths of the target zones for the two horizontal wells were 13,543 and 20,304 ft; the predicted CT lock-up depths were 10,300 and 13,200 ft, respectively. The wells were drilled using water-based mud. A water jetting method was used to remove any potential near-wellbore damage resulted from the drilling mud cake and mud invasion. Then a matrix acidizing procedure was performed using CT tractors.
The puling force of each CT tractor was 2500 lbf. In order to predict the CT lock-up depths, coefficients of friction of 0.30 for RIH and 0.18 for POOH were used in the casing and tubing; and 0.40 for RIH and 0.20 for POOH were used for the open-hole section. With these values, the predicted CT reach in the second well was 18,000 ft (its open-hole section was 9014 ft). No details were provided on how these coefficients of friction were chosen.
For the first well, the fluids were pumped through 1 ¾-in. CT. The two tractors could not be moved beyond 11,500 ft, increasing the CT reach in the open-hole section by 1200 ft (compared to the predicted CT lock-up depth without tractors). This was probably due to large washout zones and the presence of high permeability streaks with differential sticking. For the second well, the fluids were pumped through 2-in. CT. The lock-up with the two tractors occurred at 17,446 ft, increasing the CT reach in the open-hole section by 4246 ft (compared to the predicted CT lock-up depth without tractors). While these field results are encouraging, no details were provided in this paper regarding the consistency and predictability of the CT tractors on the coefficients of friction.
Hashem et al. (2005, 2008) presented details regarding the design, laboratory testing and field application of an electrical tractor for wireline, used primarily for logging open-hole wells. Although this is not a CT tractor, these studies are worth special attention as they are among the very few stating that many tractors deliver only 10–20% efficiency, with the remaining energy converted to waste heat. However, their conclusions contribute to the anecdotal body of literature on CT friction-reducing technologies. For instance, no proof was shown to support the conclusion that tractors are recommended in extended-reach wells for logging and other operations, comparing to other friction-reducing technologies such as lubricants and vibratory tools. In addition, the authors state without proof that wireline tractors have a much longer reach than CT tractors in open-hole horizontal sections (i.e., 7553 ft versus estimated 3000 ft, respectively). While the case histories presented support the statement that a wireline tractor can help log an open-hole horizontal section, no details are given about the CT size, how the CT reach was estimated, and if other runs that would require CT were performed after the logging run with the wireline tractor. Finally, the authors state that tractors are not suitable for logging every well, as long washouts and multilaterals cannot be logged due to the lack of traction and orienting capabilities, respectively.
Bawaked et al. (2008) reported using a CT tractor and lubricant for extending the CT reach for acid stimulating an open-hole horizontal well. The well was 16,190 ft long; the open-hole section was 9448 ft long and had a 6 ⅛-in. outer diameter. The CT was 2 ⅜-in.; the size and other technical parameters of the hydraulic tractor were not specified; the lubricant, called “friction reducer” in this study, was a high molecular weight 2 Amino, 2 Methyl-Propanol copolymerdesigned for water-based fluids with an expected CT/casing friction reductionof 20%.
After the tractor reached the liner shoe at 6810 ft, the lubricant was pumped in batches of 20 bbl every 1500 ft until the CT lock-up depth of 14,872 ft was reached. The CT was POOH 100 ft and the tractor was activated after the surface pressure increased to 2200 psig by pumping at 2.2 bpm. The CT reached the well's measured depth of 16,190 ft without any incidents. It is also worth mentioning that the first batch of lubricant increased the actual CT weight from 10,000 to 11,500 lbf and the pulling force of the CT tractor after activation was approximately 10,000 lbf.
Arukhe et al. (2012, 2013a,b) and Dhufairi et al. (2013) discussed the results of using a hydraulic tractor on 2-in. CT to perform injectivity testing and real-time logging in a 29,897 ft long well with a 6697 ft long horizontal open-hole section. Pre-job TFA modelling with 2-in. CT and a 4.7-in. tractor capable of generating 14,500 lbf pulling force predicted that the CT could reach only 27,869 ft. A hydraulic tractor with electrical control was considered for extending the CT reach, but the idea was abandoned due to the corrosion incompatibility between the tractor wire and acid flowing through the CT. Real-time downhole data through an optical fiber telemetry system was acquired during a logging run. During the first run, the CT tractor had to overcome obstructions at approximately 13,233 ft arising from tar accumulations. Pumping a solvent mixture helped to overcome those obstructions and allowed the CT tractor reach 23,587 ft. Spotting acid and removing or limiting the tar amount lowered the field coefficient of friction from 0.30 to 0.25. As a result, during a second run the CT tractor reached the well's total depth of 29,897 ft. While this is an excellent CT extended-reach achievement, no further details were provided regarding the predicted and actual tractor forces, predicted and actual coefficients of friction, and TFA.
Manil et al. (2017) proposed a new technique for using a CT tractor operated in tandem with a hydraulic shifting tool to generate the required shifting force for the existing inflow control devices (ICDs) with sliding sleeves in extended-reach wells in the north Caspian Sea. The new technology was tested in a 1000 ft long horizontal flow loop. The sleeves of each tested ICDs required approximately 4000 lbf set-down force to open. The available WOB at the end of the horizontal flow loop was only 1000 lbf. A 3 ⅞-in. CT tractor able to generate 6000 lbf of pulling force was used. This new approach was successful in manipulating the sliding sleeves. Based on the results from this yard testing, the authors recommended that a CT tractor with a minimum ratio of 1.5 between the available pulling force and required WOB at downhole conditions should be used.
Even if this is not an explicit extended-reach application of CT tractors, some of the planned extended-reach wells in the north Caspian Sea have horizontals as long as 15,000 ft, requiring CT friction-reducing technologies to reach their ICDs. Thus, the CT tractors could be used for the dual purpose of reaching the ICDs and opening and closing their sliding sleeves. More research and engineering is needed to guarantee the predictability and consistency of these operations.
Rajamani and Schwanitz (2017) presented the details of an acid micro-wash stimulation on a sand-screen completion of an offshore extended-reach well in Angola. Pre-job simulation predicted that using undetermined lubricants, called “friction reducers” in this study, would have not been sufficient to reach the sand-screen bottom. A 3 ⅛-in. CT tractor was chosen to provide the required pulling force to reach the sand-screen bottom. However, this horizontal well had debris, which prevented the CT tractor deliver the required pulling force and a new strategy was required. Thus, two runs were performed: first, the well was cleaned out with a specialized nozzle tool; in the second run, the CT tractor was activated and the operation was successfully completed. While this is indeed an engineering and operational success, this study does not contribute to the readers' understanding of the predictable and consistent performance of CT tractors.